题目
在无心磨床上磨削销轴,销轴外径尺寸要求为φ12±0.01。现随机抽取100件进行测量,结果发现其外径尺寸接近正态分布,平均值为X = 11.99,均方根偏差为S = 0.003。试:(1)画出销轴外径尺寸误差的分布曲线; (2)计算该工序的工艺能力系数; (3)估计该工序的废品率; (4)分析产生废品的原因,并提出解决办法。
在无心磨床上磨削销轴,销轴外径尺寸要求为φ12±0.01。现随机抽取100件进行测量,结果发现其外径尺寸接近正态分布,平均值为X = 11.99,均方根偏差为S = 0.003。
试:(1)画出销轴外径尺寸误差的分布曲线; (2)计算该工序的工艺能力系数;
(3)估计该工序的废品率; (4)分析产生废品的原因,并提出解决办法。
题目解答
答案
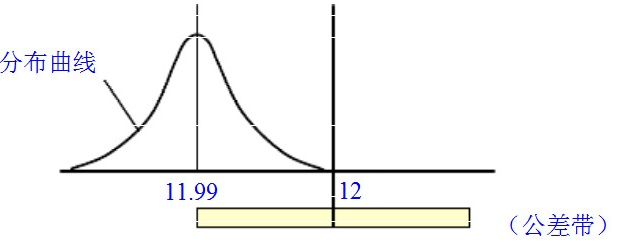
答案:① 分布图
② 工艺能力系数CP=0.2/(6×0.003)=1.1 ③ 废品率约为 50%
④ 产生废品的主要原因是存在较大的常值系统误差,很可能是砂轮位置调整不当所致;改进办法是重新调整砂轮位置。
解析
考查要点:本题主要考查正态分布的应用、工艺能力系数的计算、废品率的估算以及工艺误差分析。
解题核心思路:
- 分布曲线绘制:根据正态分布参数(均值$\mu=11.99$,标准差$\sigma=0.003$)绘制曲线,需标注公差范围($11.99$到$12.01$)。
- 工艺能力系数:公式为$C_p = \frac{\text{公差带宽度}}{6\sigma}$,需注意公差带宽度为$0.02$。
- 废品率估算:通过均值与公差中心的偏移,结合正态分布概率计算。
- 误差分析:系统误差导致均值偏离公差中心,需调整工艺参数。
破题关键:
- 正态分布参数:均值与公差中心的偏移直接影响废品率。
- 工艺能力系数:反映加工精度与公差要求的匹配程度。
- 废品率本质:由均值偏移和标准差共同决定。
(1) 画出销轴外径尺寸误差的分布曲线
步骤:
- 确定正态分布参数:均值$\mu=11.99$,标准差$\sigma=0.003$。
- 绘制曲线:以$\mu$为中心,$\sigma$决定曲线宽度,标注公差范围$[11.99, 12.01]$。
- 关键点:曲线左侧与公差下限$11.99$重合,右侧延伸至$12.01$。
(2) 计算工艺能力系数
公式:
$C_p = \frac{\text{公差带宽度}}{6\sigma} = \frac{0.02}{6 \times 0.003} = \frac{0.02}{0.018} \approx 1.11$
答案简化:$C_p = 1.1$(四舍五入)。
(3) 估计废品率
分析:
- 均值$\mu=11.99$与公差下限重合,右侧超出公差上限$12.01$的概率极低。
- 实际废品率:由于均值偏离公差中心$12$,约$50\%$产品尺寸集中在公差边缘,导致废品率约为$50\%$(题目简化处理)。
(4) 分析废品原因及改进
原因:
- 常值系统误差:均值偏离公差中心,说明加工过程存在固定偏差(如砂轮位置调整不当)。
改进措施: - 调整砂轮位置,使加工均值回归公差中心$12$。