题目
在无心磨床上磨削销轴,销轴外径尺寸要求为Φ12±0.01。现随机抽取100件进行测量,结果发现其外径尺寸接近正态分布,平均值为X=11.99,均方根偏差为S=0.003。试:① 画出销轴外径尺寸误差的分布曲线。② 计算该工序的工艺能力系数。③ 估计该工序的废品率。④ 分析产生废品的原因,并提出解决方法。
在无心磨床上磨削销轴,销轴外径尺寸要求为Φ12±0.01。现随机抽取100件进行测量,结果发现其外径尺寸接近正态分布,平均值为X=11.99,均方根偏差为S=0.003。试:
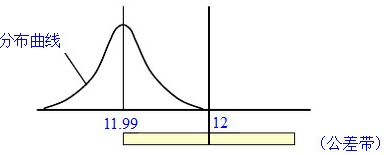
① 画出销轴外径尺寸误差的分布曲线。
② 计算该工序的工艺能力系数。
③ 估计该工序的废品率。
④ 分析产生废品的原因,并提出解决方法。
题目解答
答案
答案:
①.分布图。
②.工艺能力系数:
Cp=0.2/(6x0.003)=1.1
③.废品率越50%。
④.产生废品是主要原因是存在较大的常值系统误差,可能是砂轮位置调整不当所致。改进办法是重新调整砂轮位置。
解析
步骤 1:绘制销轴外径尺寸误差的分布曲线
销轴外径尺寸要求为Φ12±0.01,即尺寸范围为11.99到12.01。测量结果接近正态分布,平均值为11.99,均方根偏差为0.003。根据这些信息,可以绘制出销轴外径尺寸误差的分布曲线,其中平均值位于11.99,标准差为0.003。
步骤 2:计算工艺能力系数
工艺能力系数Cp是衡量工序能力的一个指标,它反映了工序能力与公差范围的匹配程度。计算公式为Cp = (Tolerance Range) / (6 * Standard Deviation)。其中,公差范围为0.02(即12.01 - 11.99),标准偏差为0.003。将这些值代入公式计算Cp。
步骤 3:估计工序的废品率
根据正态分布的性质,可以计算出在给定的公差范围内,产品合格的概率。然后,用1减去这个概率,得到废品率。由于平均值为11.99,小于公差范围的中心值12,因此需要计算左侧的废品率。
步骤 4:分析产生废品的原因并提出解决方法
产生废品的原因可能是由于存在较大的常值系统误差,这可能是由于砂轮位置调整不当所致。解决方法是重新调整砂轮位置,以减小系统误差,提高产品质量。
销轴外径尺寸要求为Φ12±0.01,即尺寸范围为11.99到12.01。测量结果接近正态分布,平均值为11.99,均方根偏差为0.003。根据这些信息,可以绘制出销轴外径尺寸误差的分布曲线,其中平均值位于11.99,标准差为0.003。
步骤 2:计算工艺能力系数
工艺能力系数Cp是衡量工序能力的一个指标,它反映了工序能力与公差范围的匹配程度。计算公式为Cp = (Tolerance Range) / (6 * Standard Deviation)。其中,公差范围为0.02(即12.01 - 11.99),标准偏差为0.003。将这些值代入公式计算Cp。
步骤 3:估计工序的废品率
根据正态分布的性质,可以计算出在给定的公差范围内,产品合格的概率。然后,用1减去这个概率,得到废品率。由于平均值为11.99,小于公差范围的中心值12,因此需要计算左侧的废品率。
步骤 4:分析产生废品的原因并提出解决方法
产生废品的原因可能是由于存在较大的常值系统误差,这可能是由于砂轮位置调整不当所致。解决方法是重新调整砂轮位置,以减小系统误差,提高产品质量。