第二章2-1分析图2—94所列定位方案:①指出各定位元件所限制的自由度;②判断有无欠定位或过定位;③对不合理的定位方案提出改进意见。图a)过三通管中心o打一孔,使孔轴线与管轴线ox、oz垂直相交;图b) 车外圆,保证外圆与内孔同轴;图c) 车阶梯轴外圆;图d) 在圆盘零件上钻孔,保证孔与外圆同轴;图e) 钻铰连杆[1]零件小头孔,保证小头孔与大头孔之间的距离及两孔的平行度。isisis
第二章
2-1分析图2—94所列定位方案:①指出各定位元件所限制的自由度;②判断有无欠定位或过定位;③对不合理的定位方案提出改进意见。
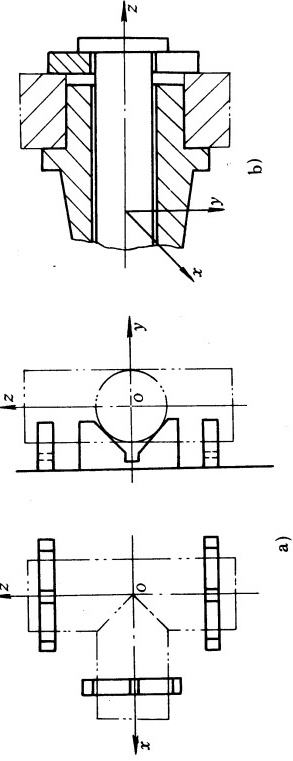
图a)过三通管中心o打一孔,使孔轴线与管轴线ox、oz垂直相交;
图b) 车外圆,保证外圆与内孔同轴;
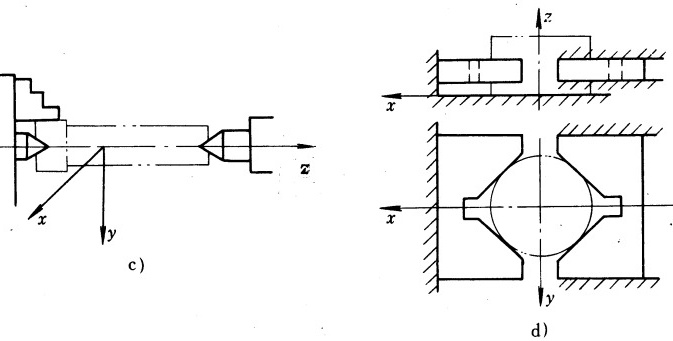
图c) 车阶梯轴外圆;
图d) 在圆盘零件上钻孔,保证孔与外圆同轴;
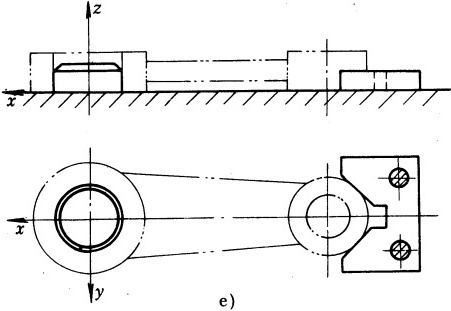
图e) 钻铰连杆[1]零件小头孔,保证小头孔与大头孔之间的距离及两孔的平行度。
题目解答
答案
答:a)合理,三个短V型块各限制2个自由度,完全定位;
b)合理,内孔长心轴限制 、
、 、
、  、
、 四个自由度,小端面限制
四个自由度,小端面限制 自由度;
自由度;
c)过定位,左、右顶尖各限制3个自由度,左端卡盘(短)限制2个自由度,可将左端顶尖去除;
d)合理,底面限制、、自由度,左端V型块限制、自由度,右端V型块起夹紧作用;
e)过定位,底面限制、、自由度,左端圆柱销、自由度,右端V型块限制、 自由度,向过定位。将右端V型块改为沿x方向自由移动方式,仅定位。
自由度,向过定位。将右端V型块改为沿x方向自由移动方式,仅定位。
2-2 分析图2—95所列加工中零件必须限制的自由度,选择定位基准和定位元件,并在图中示意画出;确定夹紧力作用点的位置和作用方向,并用规定的符号在图中标出。
图a) 过球心打一孔;
图b) 加工齿轮坯两端面,要求保证尺寸A及两端面与内孔的垂直度;
图c) 在小轴上铣槽,保证尺寸H和L;
图d) 过轴心打通孔,保证尺寸L;
图e) 在支座零件上加工两通孔,保证尺寸A和H。
答:(a) 限制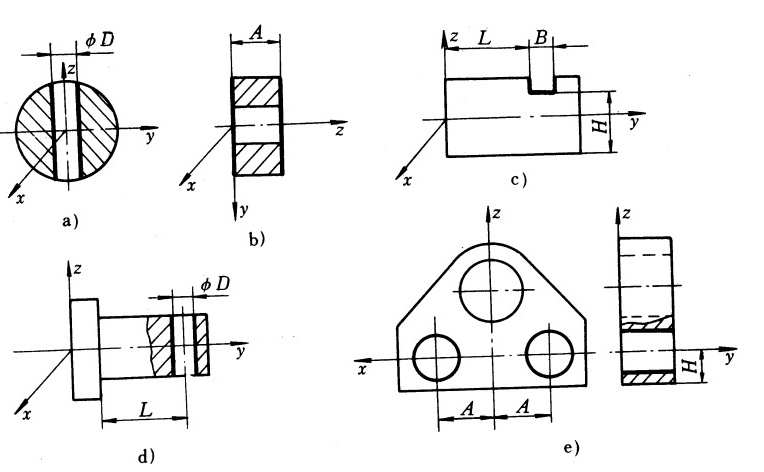 、2个自由度;
、2个自由度;
(b) 限制、、、、5个自由度;
(c) 限制、、、、5个自由度;
(d) 限制、、、、5个自由度;
(e) 限制、、、、、6个自由度。
2-3图2—96a所示套筒零件上铣键槽,要保证尺寸54mm及对称度。现有三种定位方案,分别如图b、c、d所示。试计算三种不同定位方案的定位误差,并从中选择最优方案(已知内孔与外圆的同轴度误差不大于0.02mm)。

答:方案(b):对尺寸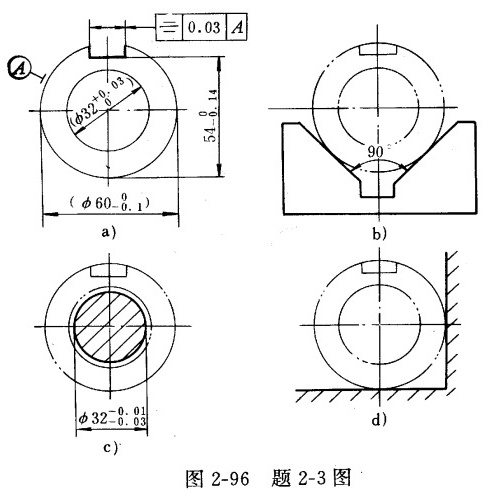 ,0.0207
,0.0207
对槽对称度,
方案(c) 对尺寸 ,
,
指定边接触(上母线),= ,式中为零件内孔公差,e为心轴与内孔的最小间隙。
,式中为零件内孔公差,e为心轴与内孔的最小间隙。
 =
= =
=
 =0.085
=0.085
对槽对称度,
方案(d) 对尺寸 ,=0+0=0
,=0+0=0
对槽对称度,0+==0.05
方案(b)最优。
2-4图2—97所示齿轮坯,内孔和外圆已加工合格(d=80mm,D=35mm),现在插床上用调整法加工内键槽,要求保证尺寸H=38.5mm。试分析采用图示定位方法能否满足加工要求(要求定位误差不大于工件尺寸公差的1/3)?若不能满足,应如何改进?(忽略外圆与内孔的同轴度误差)
答: ===0.0707,
==
两者无关, =0.0832
=0.0832 ,定位方案不合理。
,定位方案不合理。
用自定心V型块,或提高外圆或内孔的加工精度。
2-7指出图2-100所示各定位、夹紧方案及结构设计中不正确的地方,并提出改进意见。
答:(a)不合理,超定位,卡盘可夹得短一些;
(b)不合理,夹紧力位置方向破坏定位;
(c)不合理,水平方向过定位(右端V型块可改为可水平移动),夹紧力作用点在零件刚度差的位置;
(d)不合理,由于零件的尺寸误差,容易造成钻模版上的两个固定夹紧点仅有一个起作用,没有达到增加钻模板刚度的目的,另外零件的误差反映到钻模套上,从而影响钻孔精度。
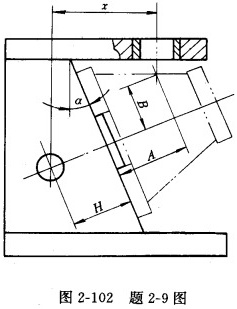
2-9 图2—102所示为一钻斜孔钻模,工件上斜孔的位置
由尺寸A、B及角度α确定。若钻模上工艺孔中心到定位
面距离为H,试确定夹具上调整尺寸x的数值。
答: