题目
在3×105Pa的压强差下对钛白粉在水中的悬浮液进行过滤实验,测得过滤常数K=5×10-5m2/s、qe=0.01m3/m2,又测得滤饼体积与滤液体积之比υ=008。现拟用有38个框的BMY50/810-25型板框压滤机处理此料浆,过滤推动力及所用滤布也与实验用的相同。试求:(1) 过滤至框内全部充满滤渣所需的时间;(2) 过滤完毕,以相当于滤液量1/10的清水进行洗涤,求洗涤时间;(3) 若每次卸渣、重装等全部辅助操作共需15min,求每台过滤机的生产能力(以每小时平均可得多少(m3)滤饼计)。
在3×105Pa的压强差下对钛白粉在水中的悬浮液进行过滤实验,测得过滤常数K=5×10-5m2/s、qe=0.01m3/m2,又测得滤饼体积与滤液体积之比υ=008。现拟用有38个框的BMY50/810-25型板框压滤机处理此料浆,过滤推动力及所用滤布也与实验用的相同。试求:(1) 过滤至框内全部充满滤渣所需的时间;(2) 过滤完毕,以相当于滤液量1/10的清水进行洗涤,求洗涤时间;(3) 若每次卸渣、重装等全部辅助操作共需15min,求每台过滤机的生产能力(以每小时平均可得多少(m3)滤饼计)。
题目解答
答案
答案:(1) 551S (2) 416S (3)1.202m3/h
解析: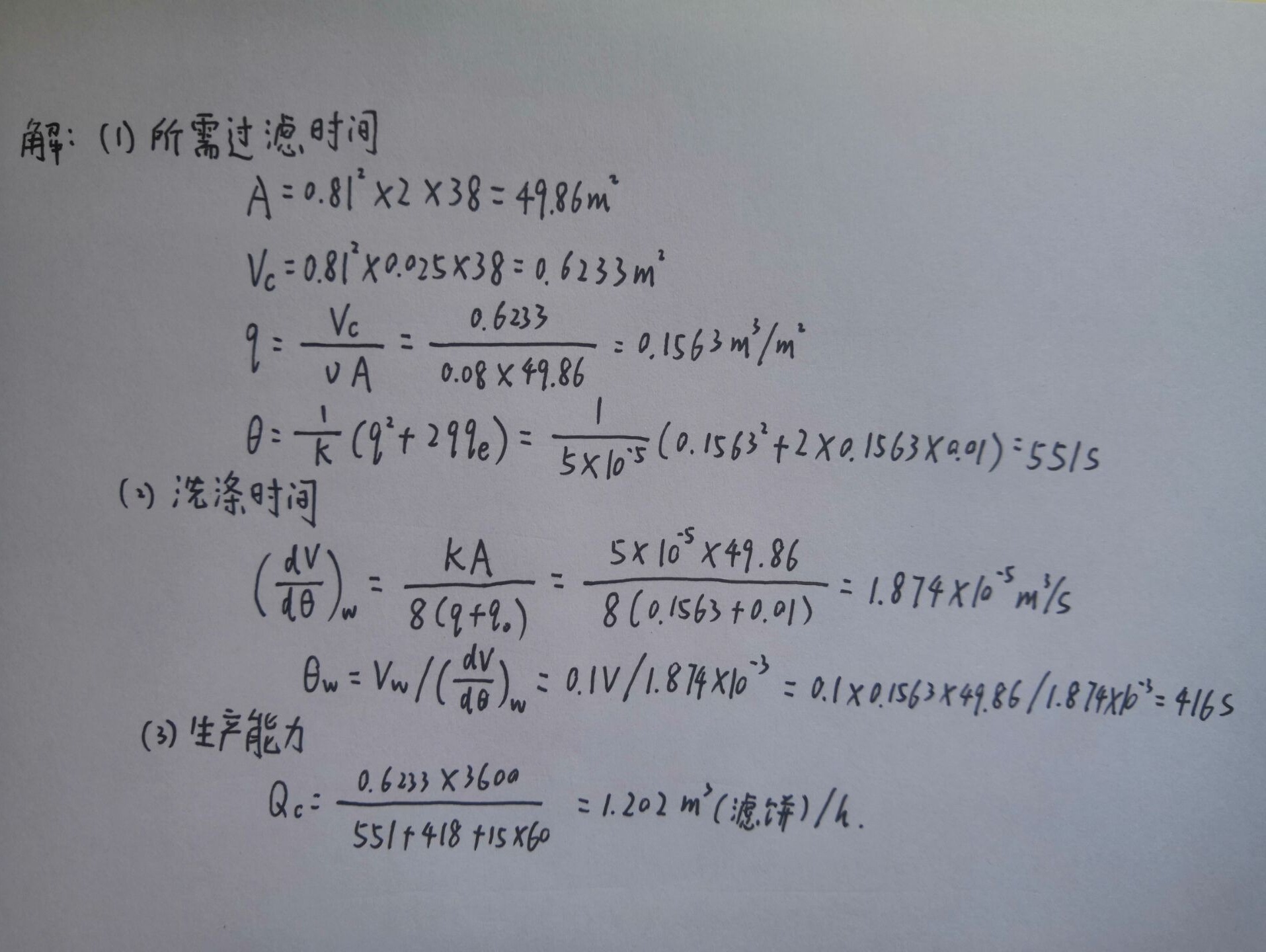
解析
步骤 1:计算过滤面积和滤饼体积
过滤面积 $A$ 可以通过板框压滤机的尺寸计算得到,滤饼体积 $V_C$ 可以通过框内尺寸和滤饼厚度计算得到。
步骤 2:计算过滤时间
根据过滤方程,可以计算出过滤至框内全部充满滤渣所需的时间。
步骤 3:计算洗涤时间
根据洗涤方程,可以计算出以相当于滤液量1/10的清水进行洗涤所需的时间。
步骤 4:计算生产能力
根据过滤时间和洗涤时间,以及辅助操作时间,可以计算出每台过滤机的生产能力。
过滤面积 $A$ 可以通过板框压滤机的尺寸计算得到,滤饼体积 $V_C$ 可以通过框内尺寸和滤饼厚度计算得到。
步骤 2:计算过滤时间
根据过滤方程,可以计算出过滤至框内全部充满滤渣所需的时间。
步骤 3:计算洗涤时间
根据洗涤方程,可以计算出以相当于滤液量1/10的清水进行洗涤所需的时间。
步骤 4:计算生产能力
根据过滤时间和洗涤时间,以及辅助操作时间,可以计算出每台过滤机的生产能力。