机械制造工艺学部分习题解答第六章机器装配工艺过程设计 (第 3 版教材 P309)6-1 何谓零件、套件、组件和部件?何谓机器的总装?( P270)答:零件——组成机器的最小单元,它是由整块金属或者其他材料制成的。 套 件——在一个零件的基础上,装上一个或若干零件构成的,它是装配的最小单 元。组件——在一个零件的基础上,装上若干套件及零件而构成的。 部件—— 在一个零件的基础上,装上若干组件、套件和零件构成的。部件在机器中能完 成一定的、完整的功用。 总装——把零件和部件装配成最终产品的过程成为总 装。6-2 装配工艺规程包括哪些主要内容?经过哪些步骤制定的?( P271-272)答:装配工艺规程的主要内容:1)分析产品图样,划分装配单元,确定装配方法;2)拟定装配顺序,划分装配工序;3)计算装配时间定额;4)确定各工序装配技术要求、质量检查方法和检验工具;5)确定装配时零、部件的输送方法及所需的设备和工具;6)选择和设计装配过程中所需的工具、夹具和专用设备。制定装配工艺规程的步骤:(1)研究产品的装配图及验收技术条件;(2)确定装配方法与组织形式;(3)划分装配单元,确定装配顺序;(4)划分装配工序; (5)编制装配工艺文件。6-3 装配精度一般包括哪些内容?装配精度与零件的加工精度有何区别?它们之 间又有何关系?试举例说 明。( P277-278)答:装配精度一般包括:相互位置精度、相对运动精度和相互配合精度。 零件 加工精度是指一个零件的尺寸精度和形状位置精度,而装配精度是装配以后零 件之间的位置或者运动精度。 装配精度与零件精度之间的关系是:第一种情况 是关键零件的精度直接影响装配精度(单件自保),如 P278 的图 6-17;第二种 情况是装配精度与相关零件的加工精度等有关,如 P278 的图 6-18.6-4 装配尺寸链是如何构成的 ?装配尺寸链封闭环是如何确定的 ?它与工艺尺寸链 的封闭环有何区别 ? (P278-279)答: (在机器的装配关系中),装配尺寸链由相关零件的尺寸或相互位置关系构 成。 装配尺寸链的封闭环就是装配所要保证的装配精度或技术要求。装配精度 (封闭环 )是零部件装配后才最后形成的尺寸或位置关系。 不同点:装配尺寸链—全部组成环为不同零件设计尺寸所形成的尺寸链,即所谓的“一件一环”; 而工艺尺寸链—全部组成环为同一零件工艺尺寸所形成的尺寸链。相同点:装 配尺寸链和工艺尺寸链的基本概念和求解方法、计算公式是一样的。6-5 在查找装配尺寸链时应注意哪些原则 ?(P279-280)答: (1)装配尺寸链应进行必要的简化。机械产品的结构通常都比较复杂,对装 配精度有影响的因素很 2 多,在查找尺寸链时,在保证装配精度的前提下,可 以不考虑那些影响较小的因素,使装配尺寸链适当简化。 (2)装配尺寸链组成的“一件一环”。在查找装配尺寸链时,每个相关的零、部件只应有一个尺寸作 为组成环列入装配尺寸链,即将连接两个装配基准面间的位置尺寸直接标注在 零件图上。这样,组成环的数目就等于有关零、部件的数目,即“一件一 环”,这就是装配尺寸链的最短路线 (环数最少 )原则。 (3)装配尺寸链的“方向 性”在同一装配结构中。在不同位置方向都有装配精度的要求时,应按不同方 向分别建立装配尺寸链。6-6 保证装配精度的方法有哪几种 ?各适用于什么装配场合 ?(P281-298)答:保证产品装配精度的方法有:互换装配法、选择装配法、修配装配法和调 整装配法。 互换装配法——是在装配过程中,零件互换后仍能达到装配精度要 求的装配方法。 根据互换程度不同,互换装配法又可分为完全互换法和大数互 换法。 完全互换法常用于高精度的少环尺寸链或低精度多环尺寸链的大批大量 生产装配中。 大数互换法适用于大批大量生产,组成环较多、装配精度要求又 较高的场合。 选择装配法——是将尺寸链中组成环的公差放大到经济可行的程 度,然后选择合适的零件进行装配,以保证装配精度的要求。选择装配法装配 方法常应用于装配精度要求高而组成环数又较少的成批或大批量生产中。 选择 装配法有三种形式: 直接选配法不能用于生产节拍要求较严的大批大量流水作 业中; 分组装配法应用于在大批大量生产中对于组成环数少而装配精度要求又 高的部件; 复合选配法应用于配合件公差可以不等,装配速度较快、质量高、 有一定生产节拍的要求的场合。 修配装配法——是将尺寸链中各组成环按经济 加工精度制造,装配时,通过改变尺寸链中某一预先确定的组成环尺寸的方法 来保证装配精度。装配时进行修配的零件叫修配件,该组成环称为补偿环(或 者修配环),该组成环的修配是为补偿其他组成环的累积误差以保证装配精 度。 常见的修配方法为三种: (1) 单件修配法; (2) 合并加工修配法; (3) 自身加 工修配法。 调整装配法——在装配时,用改变产品中可调整零件的相对位置或 选用合适的调整件以达到装配精度的方法称为调整装配法。常见的调整方法有 固定调整法、可动调整法、误差抵消调整法三种。 固定调整法多用于大批大量 生产中;可动调整法应用于由于磨损、热变形所引起的误差的场合,应用广 泛,误差抵消调整法应用于装配精度要求很高的机械设备。6-7 说明装配尺寸链中的组成环、封闭环、协调环、补偿环和公共环的含义, 各有何特点 ?( P281-298)答:在装配关系中,对装配精度有直接影响的零、部件的尺寸和位置关系,都是装配尺寸链的组成环。装配尺寸链的封闭环就是装配所要保证的装配精度或 技术要求。装配精度(封闭环)是零部件装配后才最后形成的尺寸或位置关 系。在进行公差反计算时,由于组成环数量多于封闭环,无法用尺寸链方程确 定所有组成环的公差,因此,常选一个组成环,其公差与分布需经计算后最后 确定,以便与其他组成环相协调,最后满足封闭环的精度要求。这个事先选定 的在尺寸链中起协调作用的组成环,称为 协调环。不能选取标准件或公共环为 协调环,因为其公差和极限偏差已是确定值。可选取易加工的零件为协调环, 而将难加工零件的尺寸公差从宽选取;也可选取难加工零件为协调环,而将易 于加工的零件的尺寸公差从严选取。 在修配装配法中,装配时进行修配的零件叫修配件,该组成环称为修配环。由于这一组成环的修配是为补偿其他组成环 的累积误差以保证装配精度,故又称 补偿环。3公共环是在并联尺寸链中出现 的。由于该环使得两个以上尺寸链相互联系起来形成并联尺寸链。这些环属于 不同尺寸链的共有环称为公共环,公共环可以是各个尺寸链的组成环,也可以 在一个尺寸链中是圭寸闭环,而在另一个尺寸链则是组成环。6-9何谓装配单元?为什么要把机器划分成许多独立的装配单元?答:(P270)为了保证有效地进行装配工作,将机器划分为若干能独立装配的 部分,成为装配单元(如套件、组件和部件)。 划分装配单元的原因是(P274): (1 )可以组织平行装配作业,各单元装配互不妨碍,能缩短装配周期,组织多方协作;(2)有关装配部件可以预先进行调整和试车,有利于保 证机器的装配质量;(3)机器局部结构改进后,只有局部变动,有利于产品的 改进和更新换代;(4)有利于机器的维护检修,为重型机器的包装运输带来很 大方便。6-10现有一轴、孔配合,配合间隙要求为 0.04〜0.26mm,已知轴的尺寸为0 0.150 mm,孔的尺寸为0.2050 mm。若用完全互换法进行装配,能否 保证装配精度要求?用大数互换法装配能否保证装配精度要求 ?
机械制造工艺学部分习题解答
第六章机器装配工艺过程设计 (第 3 版教材 P309)
6-1 何谓零件、套件、组件和部件?何谓机器的总装?( P270)
答:零件——组成机器的最小单元,它是由整块金属或者其他材料制成的。 套 件——在一个零件的基础上,装上一个或若干零件构成的,它是装配的最小单 元。组件——在一个零件的基础上,装上若干套件及零件而构成的。 部件—— 在一个零件的基础上,装上若干组件、套件和零件构成的。部件在机器中能完 成一定的、完整的功用。 总装——把零件和部件装配成最终产品的过程成为总 装。
6-2 装配工艺规程包括哪些主要内容?经过哪些步骤制定的?( P271-272)
答:装配工艺规程的主要内容:
1)分析产品图样,划分装配单元,确定装配方法;
2)拟定装配顺序,划分装配工序;
3)计算装配时间定额;
4)确定各工序装配技术要求、质量检查方法和检验工具;
5)确定装配时零、部件的输送方法及所需的设备和工具;
6)选择和设计装配过程中所需的工具、夹具和专用设备。
制定装配工艺规程的步骤:
(1)研究产品的装配图及验收技术条件;
(2)确定装配方法与组织形式;
(3)划分装配单元,确定装配顺序;
(4)划分装配工序; (5)编制装配工艺文件。
6-3 装配精度一般包括哪些内容?装配精度与零件的加工精度有何区别?它们之 间又有何关系?试举例说 明。( P277-278)
答:装配精度一般包括:相互位置精度、相对运动精度和相互配合精度。 零件 加工精度是指一个零件的尺寸精度和形状位置精度,而装配精度是装配以后零 件之间的位置或者运动精度。 装配精度与零件精度之间的关系是:第一种情况 是关键零件的精度直接影响装配精度(单件自保),如 P278 的图 6-17;第二种 情况是装配精度与相关零件的加工精度等有关,如 P278 的图 6-18.
6-4 装配尺寸链是如何构成的 ?装配尺寸链封闭环是如何确定的 ?它与工艺尺寸链 的封闭环有何区别 ? (P278-279)
答: (在机器的装配关系中),装配尺寸链由相关零件的尺寸或相互位置关系构 成。 装配尺寸链的封闭环就是装配所要保证的装配精度或技术要求。装配精度 (封闭环 )是零部件装配后才最后形成的尺寸或位置关系。 不同点:装配尺寸链
—全部组成环为不同零件设计尺寸所形成的尺寸链,即所谓的“一件一环”; 而工艺尺寸链—全部组成环为同一零件工艺尺寸所形成的尺寸链。相同点:装 配尺寸链和工艺尺寸链的基本概念和求解方法、计算公式是一样的。
6-5 在查找装配尺寸链时应注意哪些原则 ?(P279-280)
答: (1)装配尺寸链应进行必要的简化。机械产品的结构通常都比较复杂,对装 配精度有影响的因素很 2 多,在查找尺寸链时,在保证装配精度的前提下,可 以不考虑那些影响较小的因素,使装配尺寸链适当简化。 (2)装配尺寸链组成的
“一件一环”。在查找装配尺寸链时,每个相关的零、部件只应有一个尺寸作 为组成环列入装配尺寸链,即将连接两个装配基准面间的位置尺寸直接标注在 零件图上。这样,组成环的数目就等于有关零、部件的数目,即“一件一 环”,这就是装配尺寸链的最短路线 (环数最少 )原则。 (3)装配尺寸链的“方向 性”在同一装配结构中。在不同位置方向都有装配精度的要求时,应按不同方 向分别建立装配尺寸链。
6-6 保证装配精度的方法有哪几种 ?各适用于什么装配场合 ?(P281-298)
答:保证产品装配精度的方法有:互换装配法、选择装配法、修配装配法和调 整装配法。 互换装配法——是在装配过程中,零件互换后仍能达到装配精度要 求的装配方法。 根据互换程度不同,互换装配法又可分为完全互换法和大数互 换法。 完全互换法常用于高精度的少环尺寸链或低精度多环尺寸链的大批大量 生产装配中。 大数互换法适用于大批大量生产,组成环较多、装配精度要求又 较高的场合。 选择装配法——是将尺寸链中组成环的公差放大到经济可行的程 度,然后选择合适的零件进行装配,以保证装配精度的要求。选择装配法装配 方法常应用于装配精度要求高而组成环数又较少的成批或大批量生产中。 选择 装配法有三种形式: 直接选配法不能用于生产节拍要求较严的大批大量流水作 业中; 分组装配法应用于在大批大量生产中对于组成环数少而装配精度要求又 高的部件; 复合选配法应用于配合件公差可以不等,装配速度较快、质量高、 有一定生产节拍的要求的场合。 修配装配法——是将尺寸链中各组成环按经济 加工精度制造,装配时,通过改变尺寸链中某一预先确定的组成环尺寸的方法 来保证装配精度。装配时进行修配的零件叫修配件,该组成环称为补偿环(或 者修配环),该组成环的修配是为补偿其他组成环的累积误差以保证装配精 度。 常见的修配方法为三种: (1) 单件修配法; (2) 合并加工修配法; (3) 自身加 工修配法。 调整装配法——在装配时,用改变产品中可调整零件的相对位置或 选用合适的调整件以达到装配精度的方法称为调整装配法。常见的调整方法有 固定调整法、可动调整法、误差抵消调整法三种。 固定调整法多用于大批大量 生产中;可动调整法应用于由于磨损、热变形所引起的误差的场合,应用广 泛,误差抵消调整法应用于装配精度要求很高的机械设备。
6-7 说明装配尺寸链中的组成环、封闭环、协调环、补偿环和公共环的含义, 各有何特点 ?( P281-298)
答:在装配关系中,对装配精度有直接影响的零、部件的尺寸和位置关系,都
是装配尺寸链的组成环。装配尺寸链的封闭环就是装配所要保证的装配精度或 技术要求。装配精度(封闭环)是零部件装配后才最后形成的尺寸或位置关 系。在进行公差反计算时,由于组成环数量多于封闭环,无法用尺寸链方程确 定所有组成环的公差,因此,常选一个组成环,其公差与分布需经计算后最后 确定,以便与其他组成环相协调,最后满足封闭环的精度要求。这个事先选定 的在尺寸链中起协调作用的组成环,称为 协调环。不能选取标准件或公共环为 协调环,因为其公差和极限偏差已是确定值。可选取易加工的零件为协调环, 而将难加工零件的尺寸公差从宽选取;也可选取难加工零件为协调环,而将易 于加工的零件的尺寸公差从严选取。 在修配装配法中,装配时进行修配的零件
叫修配件,该组成环称为修配环。由于这一组成环的修配是为补偿其他组成环 的累积误差以保证装配精度,故又称 补偿环。3公共环是在并联尺寸链中出现 的。由于该环使得两个以上尺寸链相互联系起来形成并联尺寸链。这些环属于 不同尺寸链的共有环称为公共环,公共环可以是各个尺寸链的组成环,也可以 在一个尺寸链中是圭寸闭环,而在另一个尺寸链则是组成环。
6-9何谓装配单元?为什么要把机器划分成许多独立的装配单元?
答:(P270)为了保证有效地进行装配工作,将机器划分为若干能独立装配的 部分,成为装配单元(如套件、组件和部件)。 划分装配单元的原因是
(P274): (1 )可以组织平行装配作业,各单元装配互不妨碍,能缩短装配
周期,组织多方协作;(2)有关装配部件可以预先进行调整和试车,有利于保 证机器的装配质量;(3)机器局部结构改进后,只有局部变动,有利于产品的 改进和更新换代;(4)有利于机器的维护检修,为重型机器的包装运输带来很 大方便。
6-10现有一轴、孔配合,配合间隙要求为 0.04〜0.26mm,已知轴的尺寸为0 0.150 mm,孔的尺寸为0.2050 mm。若用完全互换法进行装配,能否 保证装配精度要求?用大数互换法装配能否保证装配精度要求 ?
题目解答
答案
解:
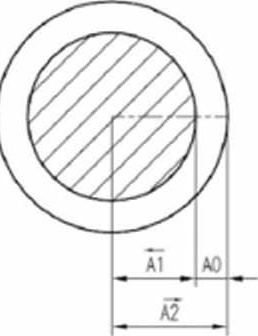 轴半径尺寸为4=25:© mm,为诚环;
轴半径尺寸为4=25:© mm,为诚环;
孔半径尺寸为国=25f]mm,为増环。
配合间隙半径方向为
Aq = O2cq2mm,如右图所不。
(1〕采用完全互换法时.为保证装配精度要求.尺寸糙各组成环公差 之和应小于或等于封闭环公差:
T>E7;>T1 + r
在本题中.T0=0.13-0.02=0.11 mm; Tl=0.05mm; T2=0.1 mm0
由于T1-T2=O.O5-O.1=O.15>TO=O.1L所以用完全互换法进行装配.不能保证装配精度要求。
(2)采用大数互换法装配=
封闭环基本尺寸,A0=A2-Al=0
根据第三版教材P285,式(6-16),若已知组成环公差求封用环公差,
兀? =^77 = ^2+722 =a/o.O52 + O.12 =0.1mm
在本题中,T0=0.13.0.02=0.11mmi Tl=0.05mmi T2=0.1mm。
由于Tl-T2=0.05-0.1=0.15>TO=0.1b所以用完全互换法进行装配,不能保证装配精度要求。
(2)来用大数互换法装配,
封闭环基本尺寸* A0=A2-Al=0
根据第三版教材P285,式(6・16),若已知组成环公差求封闭环公差,
= = JoE + O.l' =0・lmm
根据第三版教材P286表2・计算封闭环的中间偏差,
△o =工gA =△] + △?= 0.05-(-0.025) = 0.075
封闭坏的极限偏差为
ESO=AO*TO 2=0.075*0.1118 2=0.1309
EIO=AO-TO 2=0.075-0.1112=0.0191
封闭环间陳为:0.0191〜0.1309
实际配合间隙为:0.04-0.26.
・A | ||
■ ■— ・| 哼 一 4 |
RI5-G 18 5 M 阳
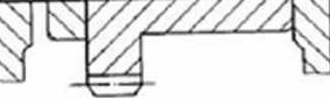
輕:尺寸链如上图所示,A0为封闭环.A1为增环.A2和A3为咸环・封闭环公称尺寸A0=0
(1)采用极值法求解(尺寸链反计算问题)
根据第三版教材P282,按等公差原则进行初步分配•根据式(6-4) : T^ = T.!m 所以,Tavl=TO 3=0.153=0.05
由f A3为垫圈,便于加工,取A3为协调环。
根据加工的难易程度.取Tl=T2=0.062,则T3=0.026,基本为IT9级精度。A2为外尺寸,按基轴制确 定极限偏差,则心=36:gTnm・ Al为内尺寸,按基孔制确定极限偏差,则厶=40『°叫
计算协调环的公差和极限偏差:T3=T0・T l-T2=0.15-0.062-0.062=0.C26mm.
由于| ES0=ESl-(EI2*EI3),所以,EI3=ESl-EI2-ESO=0.062-(-0.062)-0.25=-0.126
由于:EI0=EIl-(ES2・ES3), 所以:ES3=EIl-ES2-EI0=0-0-0.1=・0.l
所以 2 A = 4:;26 。
(2)来用大教互换法(统计法)
假定工艺过程稳定,各组成环和封闭环均符合正态分布,根据第三版教材P285式(6・17)
T =7;/Vw =0.15/V3 =0.0866 mm
选取Al为协调环,技IT11级精度.取T2=0.12mm, T3=O.O6mm,由于A2, A3均为外尺寸,均按基 轴制选择极限偏差,则去=36:]“ =
确定各已知环的中间偏差:
A0=0.175mm, A2=-0.06mm, A3=-O.O3mm
计算协调坏的公差,7;=尿 _T; = Vo.l5-O.12-O.O€ = 0.067 mm
计算协调坏中间偏差:由于,AO=A1-(A2-A3),所以A 1=AO-A2-A3 =0.175-(-0.06)-(-0.03)=0.085mmo 计算协调坏的上下偏差:ES 1=A1*T 1 2=0.085*0.067 2=0.1185mm
EI1=A1-T 12=0.0850067/2=0.05]5mm
所以,协调环Al的尺寸为.mm.
由此可以看出,釆用统计法进行尺寸链的反计算.可以増大组成环的公差,降低加工秸度等级。
此外.尺寸槌的反计算结果是不唯一的,要根据实际情况来确定。