题目
某悬浮液用叶滤机过滤,已知洗涤液量是滤液量的0.1倍(体积比),一只滤叶侧面积为0.4m2,经过小试测得过滤常数K=8.23×10-5m2/s,不计滤布阻力,所得滤液与滤饼体积之比为12.85m3滤液/m3滤饼,按最大生产率原则生产,整理、装拆时间为20分钟,求每只滤叶的最大生产率及每批过滤的最大滤饼厚度。
某悬浮液用叶滤机过滤,已知洗涤液量是滤液量的0.1倍(体积比),一只滤叶侧面积为0.4m2,经过小试测得过滤常数K=8.23×10-5m2/s,不计滤布阻力,所得滤液与滤饼体积之比为12.85m3滤液/m3滤饼,按最大生产率原则生产,整理、装拆时间为20分钟,求每只滤叶的最大生产率及每批过滤的最大滤饼厚度。
题目解答
答案
解析
步骤 1:确定过滤方程
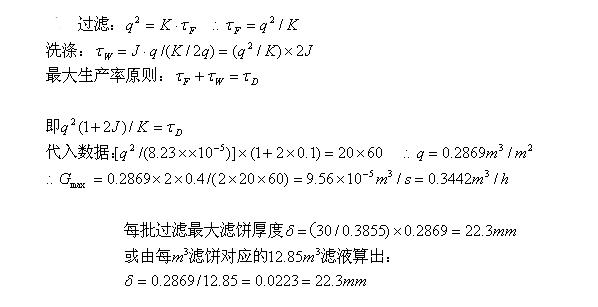
根据过滤方程,过滤时间与滤液体积的关系为:${q}^{2}={r}_{1}\cdot {T}_{正}$,其中$q$为滤液体积,$r_{1}$为过滤常数,$T_{正}$为过滤时间。因此,过滤时间可以表示为:${T}_{I}={q}^{2}/{s}^{2}$,其中$s$为过滤面积。
步骤 2:确定洗涤时间
洗涤时间${T}_{环}$与洗涤液量和过滤常数的关系为:${T}_{环}=3.91(x\gt 2.9)=({a}^{2};k)\times 2]$,其中$a$为洗涤液量,$k$为过滤常数。由于洗涤液量是滤液量的0.1倍,因此洗涤时间可以表示为:${T}_{环}=3.91(0.1q/k)\times 2]$。
步骤 3:确定最大生产率原则
最大生产率原则为:${I}_{I}+{I}_{R}={I}_{2}$,即过滤时间加上洗涤时间等于整理、装拆时间。代入数据,可以得到:${q}^{2}(1+2J)/K={r}_{D}$,其中$J$为洗涤液量与滤液量的比值,$r_{D}$为整理、装拆时间。
步骤 4:计算每只滤叶的最大生产率
代入数据,可以得到:$[ {q}^{2}/(8.23\times \times {10}^{-5})] \times (1+2\times 0.1)=20\times 60$,解得$q=0.2869{m}^{3}/{m}^{2}$。因此,每只滤叶的最大生产率为:${S}_{min}=(1.2886400\cdots 2\times 0.1+1.20\times 200\times 6010=9.56\times {10}^{-5}{m}^{2}\quad 18=0.3442{m}^{3}$。
步骤 5:计算每批过滤的最大滤饼厚度
每批过滤最大滤饼厚度可以表示为:$\delta =0.2869/12.85=0.0223=22.3min$,或者由每${Mn}^{3}$滤饼对应的12.85m^3滤液算出:$\delta =0.2869/12.85=0.0223=22.3min$。
根据过滤方程,过滤时间与滤液体积的关系为:${q}^{2}={r}_{1}\cdot {T}_{正}$,其中$q$为滤液体积,$r_{1}$为过滤常数,$T_{正}$为过滤时间。因此,过滤时间可以表示为:${T}_{I}={q}^{2}/{s}^{2}$,其中$s$为过滤面积。
步骤 2:确定洗涤时间
洗涤时间${T}_{环}$与洗涤液量和过滤常数的关系为:${T}_{环}=3.91(x\gt 2.9)=({a}^{2};k)\times 2]$,其中$a$为洗涤液量,$k$为过滤常数。由于洗涤液量是滤液量的0.1倍,因此洗涤时间可以表示为:${T}_{环}=3.91(0.1q/k)\times 2]$。
步骤 3:确定最大生产率原则
最大生产率原则为:${I}_{I}+{I}_{R}={I}_{2}$,即过滤时间加上洗涤时间等于整理、装拆时间。代入数据,可以得到:${q}^{2}(1+2J)/K={r}_{D}$,其中$J$为洗涤液量与滤液量的比值,$r_{D}$为整理、装拆时间。
步骤 4:计算每只滤叶的最大生产率
代入数据,可以得到:$[ {q}^{2}/(8.23\times \times {10}^{-5})] \times (1+2\times 0.1)=20\times 60$,解得$q=0.2869{m}^{3}/{m}^{2}$。因此,每只滤叶的最大生产率为:${S}_{min}=(1.2886400\cdots 2\times 0.1+1.20\times 200\times 6010=9.56\times {10}^{-5}{m}^{2}\quad 18=0.3442{m}^{3}$。
步骤 5:计算每批过滤的最大滤饼厚度
每批过滤最大滤饼厚度可以表示为:$\delta =0.2869/12.85=0.0223=22.3min$,或者由每${Mn}^{3}$滤饼对应的12.85m^3滤液算出:$\delta =0.2869/12.85=0.0223=22.3min$。