什么是溶质平衡分配系数?设状态图中液相线 和固相线为直线,证明其ko为常数。特定温度T*下固相合金成分浓度C*与液相合金Q成分浓度C;达到平衡时的比值%=£Tm-|||-T米-|||-0 CS米 Cl米如上图:1)非均质形核与均质形核
什么是溶质平衡分配系数?设状态图中液相线 和固相线为直线,证明其ko为常数。
特定温度T*下固相合金成分浓度C*与液相合金
Q
成分浓度C;达到平衡时的比值%=£
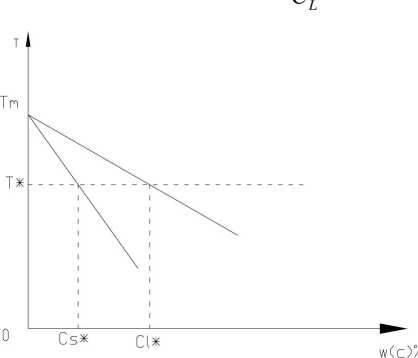
如上图:
1)非均质形核与均质形核
题目解答
答案
答:非均质形核:液态金属中新相以外来质点为基 底进行形核的方式。
均质形核:形核前液相金属或合金中无外来固相 质点而从液相自身发生形核的过程,所以也称“自 发形核”。
2)粗糙界面与光滑界面
答:粗糙界面:a<2,固液界面上有一半点阵位置 被原子占据,另•半位置则空着,微观上是粗糙的; 光滑界面:a>2,界面上的位置几乎被原子占据, 微观上是光滑的。
3)粗糙界面与光滑界面及其判据
答:固一液界面固相一侧的点阵位置有半左右被 固相原子所占据,形成凸凹不平的界面结构,称为 粗糙界面;固一液界面固相一侧的点阵位置几乎全 被固相原子所占据,只留下少数空位或台阶,称为 光滑界面。
查得 14MnMoVN 的成分 wC= ( 0.10-0.18 ) %,讷ln= (1.2-1.6) %,wMo= (0.41-0.65) %,
wV二(0. 05-0.15) %,代入上式得
PciifO. 255
依据 H 喚(HV10) = 140 + 1089 力 8. 2 S t^s,
PciifO. 255 得
〃誌24. 89 HV
(2)^^524.89 HV说明其淬硬倾向较大,冷裂倾向也 磁就应该预热
(3)依据 H嗽(HV10) = 140 + 1089 PZ2 讣〃皿〈350, PciifO. 255 得
认氏>8.26 s
3)冶金措施:
改进母材的化学成分;严格控制氢的来源;适当提 高焊缝金属的韧性;选用低氢的焊接材料和焊接方 法。
解析
溶质平衡分配系数定义
溶质平衡分配系数$k_0$是指在特定温度$T^*$下,固相合金成分浓度$C_S^*$与液相合金成分浓度$C_L^*$达到平衡时的比值,即$k_0=\frac{C_S^*}{C_L^*}$。
$k_0$为常数的证明(液相线和固相线为直线)
- 液相线方程:设液相线为直线,表达式为$T=T_L - m_L C_L$,其中$T_L$为纯溶剂熔点,$m_L$为液相线斜率(负值),$C_L$为液相浓度。
- 固相线方程:同理,固相线为$T=T_S - m_S C_S$,$T_S$为纯溶剂熔点($T_L=T_S=T_m$),$m_S$为固相线斜率(负值,$|m_S|>|m_L|$),$C_S$为固相浓度。
- 平衡条件:在平衡温度$T^*$下,$C_S^*=k_0 C_L^*$,代入固相线方程:
$T^*=T_m - m_S (k_0 C_L^*)$ - 联立液相线方程:
$T_m - m_L C_L^*=T_m - m_S k_0 C_L^*$
消去$T_m$,整理得:
$k_0=\frac{m_L}{m_S}$
由于$m_L$和$m_S$为常数,故$k_0$为常数。
非均质形核与均质形核
- 非均质形核:液态金属中新相以外来质点(如杂质、容器壁)为基底进行形核的方式,形核功低于均质形核,更容易发生。
- 均质形核:形核前液相中无外来固相质点,仅依靠液相自身的结构起伏和能量起伏发生形核,也称“自发形核”,形核功更高,难度更大。
粗糙界面与光滑界面
- 粗糙界面:固液界面上约一半点阵位置被固相原子占据,另一半为空位,微观凸凹不平,宏观呈锯齿状。判据:界面能各向同性,$\alpha<2$($\alpha$为界面能各向异性参数)。
- 光滑界面:固液界面上几乎所有点阵位置被固相原子占据,仅留少数空位或台阶,微观平整,宏观呈小平面状。判据:界面能各向异性,$\alpha>2$。
14MnMoVN的淬硬倾向与冷裂预防
- 淬硬倾向判断:根据公式$H_{RC}(HV10)=140 + 1089P_{cm}-8.2S_{it}^m$,代入$P_{cm}\approx0.255$,得$H_{RC}\approx24.89HV$,$H_{RC}>350$时淬硬倾向大,冷裂倾向增加,需预热。
- 预防冷裂的冶金措施:
- 优化母材化学成分(降低$P_{cm}$、$C$含量);
- 严格控制氢的来源(如干燥焊条、清理坡口);
- 提高焊缝金属韧性(选用高韧性焊材);
- 采用低氢焊接方法(如埋弧焊)和预热工艺。