题目
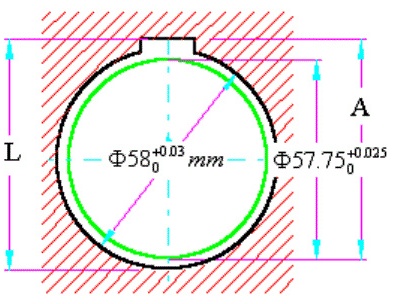
七、(17分)图示为一带键槽的齿轮孔,孔淬火后需磨削,故键槽深度的最终尺寸L=.6+0.25mm不能直接获得,这样插键槽的尺寸只能作为加工中的工序尺寸。有关内孔及键槽的加工顺序为:镗内孔至.6+0.25mm,插键槽至尺寸A,热处理,磨内孔至.6+0.25mm,同时间接获得尺寸L。试确定工序尺寸A及公差。.6+0.25mm
七、(17分)图示为一带键槽的齿轮孔,孔淬火后需磨削,故键槽深度的最终尺寸L= 不能直接获得,这样插键槽的尺寸只能作为加工中的工序尺寸。有关内孔及键槽的加工顺序为:镗内孔至
不能直接获得,这样插键槽的尺寸只能作为加工中的工序尺寸。有关内孔及键槽的加工顺序为:镗内孔至 ,插键槽至尺寸A,热处理,磨内孔至
,插键槽至尺寸A,热处理,磨内孔至 ,同时间接获得尺寸L。试确定工序尺寸A及公差。
,同时间接获得尺寸L。试确定工序尺寸A及公差。
题目解答
答案
解: 在本题中共有三个工序尺寸,分别为,完工尺寸 ,中间尺寸
,中间尺寸 ,和工序尺寸A。
,和工序尺寸A。
在此加工工艺中有两个设计尺寸,L=,D=,两个加工余量:磨孔余量 和插槽深度余量
和插槽深度余量 (在本题中不用计算),因此可以建立两个设计尺寸链(a、b)和一个余量尺寸链(c)。
(在本题中不用计算),因此可以建立两个设计尺寸链(a、b)和一个余量尺寸链(c)。
建立尺寸链。
由尺寸链b得: ,
,
则中间尺寸 。
。
极限偏差:根据公式

(注:直线尺寸链极值解法,各环尺寸极限偏差之间关系的公式
等式左边必须是封闭环的上偏差或下偏差
本题以下结果有错误)
得: ,公差T=0.2475mm。
,公差T=0.2475mm。
根据余量尺寸链,可得 。
。
(a) |
(b) |
(c) |