一、填空题(每空1分,共20分)-|||-1、工件的六个自由度全部被限制的定位称为 __ 定位。-|||-2、定位元件所限制的自由度与其 __ 一、__ 、、__ 和__ 有关。-|||-3、零件的加工质量包括 __ 和__ 两个方面。-|||-4、在机械加工时, __ -__ 、__ 和__ 就构成了一个完整的系统,称-|||-之为工艺系统。-|||-5、加工原理误差是指采用了 __ 或__ 的进行加工而产生的误差。-|||-6、机床主轴回转轴线的运动误差可以分解为 __ .__ 和__ 三-|||-种基本形式。-|||-7、机械产品的生产过程是有 __ 和__ 所组成。-|||-8、产品的装配精度,一般包括 __ ,__ 和 __-|||-二、是非题(每题1分,共10分)-|||-1、机械加工中,不完全定位是允许的,而欠定位则不允许。 ()-|||-2、机床的热变形造成的零件加工误差属于随机性误差。 ()-|||-3、毛坯误差造成的工件加工误差属于变值系统性误差。 ()-|||-4、加工零件时,合理选择切削液,可以有效地减少表面粗糙度值。 ()-|||-5、喷丸加工,工件表面产生拉应力。 ()-|||-6、磨削淬火钢时,影响工件金相组织变化的主要因素是磨削热, ()-|||-7、所有金属表面的精加工均可采用磨削加工方法得到。 ()-|||-8、误差复映系数E的大小主要取决于加工次数的多少。 ()-|||-9、加工长轴外圆时,因刀具磨损产生的工件形状误差属于变值系统性误差。 ()-|||-10、常值系统性误差不会影响工件加工后的分布曲线形状,只会影响它的位置。 ()⏺⏺解:图(a),由于主轴(砂轮轴)轴颈是圆的,加工后的工件形状必然也是圆的。磨外圆时,工件对砂轮的径向压力方向是一定的,总是把砂轮轴颈推向主轴轴承固定的承载区上。主轴运转中是轴颈圆周上的各点与轴承上的固定承载区连续接触。因此,主轴的径向跳动只取决于轴颈的圆度,与轴承的圆度无关。图(b),由于砂轮轴颈不圆,必然引起主轴的径向跳动,加工后的工件产生圆度误差,其形状与主轴相对于工件的转速有关。当 n1=2n2 时,由于砂轮主轴转速快,主轴径跳的频率高,且直接反映到被加工工件的外圆,加工后的工件形状为多角形(右图)。若 n1=n2 时,加工后工件的形状类似主轴颈的椭圆形。加工外圆、内孔与平面时,机床传动链误差对加工精度是否有影响?在怎样的加工场合下,才须着重考虑机床传动链误差对加工精度的影响?传动元件的误差传递系数,其物理意义是什么?解:加工外圆内孔与平面是,机床传动链误差对加工精度没有影响。只有在加工时要求成型运动之间有一⏺⏺定的速比关系时(如加工螺纹、齿轮等成型表面)才须着重考虑机床传动链误差对加工精度的影响。第 j 个传动元件的误差传递系数为 Kj=1/ijn=Wn/Wj。它反映第 j 个传动元件的转角误差对传动链误差的影响程度,其数值为该传动元件至未端元件之间的总传动比用固定式钻模钻一批工件 Φ15 孔,要求保证孔轴与端面间尺寸 50±0.08mm,若工序尺寸按正态分布,分布中心的尺寸 X=50.05mm,均方根差 σ=0.02mm,求(1)这批工件的废品率是多少? (2)产生废品的原因是什么性质的误差? (3)可采取什么改进措施⏺⏺解:(1)x2-xσ=50 .08-50 .050.02=1.⏺⏺查表 F2=0.4332⏺⏺废品率F2=0.5-F2=0.5-0.4332=0.0668⏺⏺⏺(2)产生废品的原因在于常值性误差 C= x x 50.05 50 0.05(3)将钻套中心位置朝向孔轴与端面间尺寸减小的方向调整 0.05⏺⏺在无心磨床上磨削销轴外圆,要求外径0.016,抽样一批零件,经实测后计算得到⏺x=11.974, =0.005mm,其尺寸分布符合正态分布,试分析该工序的加工质量。(其中,⏺⏺z x x,z=2.5 时,F(z)=0.4938;z=2 时,F(z)=0.4772)(8 分)⏺⏺解:1)根据所计算的 x 及 6 作分布图(2 分)⏺⏺⏺2)计算工序能力系数CP :(2 分)⏺⏺T60.016 (0.043)6 * 0.005 0.9 1⏺⏺工序能力系数CP <1 表明该工序能力不足,产生不合格率是不可避免的。⏺⏺3)计算不合格率Q(3 分) 工件要求最小尺寸dmin 11.957mm ,最大尺寸 dmax 11.984mm 。⏺⏺工件可能出现的极限尺寸为A. min X 3 (11.974 0.015)mm 11.959mm dmin ,故不会产生不可 B. 修复的废品。 C. ⏺ D. ⏺ E. 一、填空题(每空1分,共20分)-|||-1、工件的六个自由度全部被限制的定位称为 __ 定位。-|||-2、定位元件所限制的自由度与其 __ 一、__ 、、__ 和__ 有关。-|||-3、零件的加工质量包括 __ 和__ 两个方面。-|||-4、在机械加工时, __ -__ 、__ 和__ 就构成了一个完整的系统,称-|||-之为工艺系统。-|||-5、加工原理误差是指采用了 __ 或__ 的进行加工而产生的误差。-|||-6、机床主轴回转轴线的运动误差可以分解为 __ .__ 和__ 三-|||-种基本形式。-|||-7、机械产品的生产过程是有 __ 和__ 所组成。-|||-8、产品的装配精度,一般包括 __ ,__ 和 __-|||-二、是非题(每题1分,共10分)-|||-1、机械加工中,不完全定位是允许的,而欠定位则不允许。 ()-|||-2、机床的热变形造成的零件加工误差属于随机性误差。 ()-|||-3、毛坯误差造成的工件加工误差属于变值系统性误差。 ()-|||-4、加工零件时,合理选择切削液,可以有效地减少表面粗糙度值。 ()-|||-5、喷丸加工,工件表面产生拉应力。 ()-|||-6、磨削淬火钢时,影响工件金相组织变化的主要因素是磨削热, ()-|||-7、所有金属表面的精加工均可采用磨削加工方法得到。 ()-|||-8、误差复映系数E的大小主要取决于加工次数的多少。 ()-|||-9、加工长轴外圆时,因刀具磨损产生的工件形状误差属于变值系统性误差。 ()-|||-10、常值系统性误差不会影响工件加工后的分布曲线形状,只会影响它的位置。 () F. ⏺ G. max X 3 (11.974 0.015)mm 11.989mm dmax 将产生可修复的不合格品。 故 ⏺ ⏺ 不合格品率 Q 0.5 F (z) ⏺ ⏺ 一、填空题(每空1分,共20分)-|||-1、工件的六个自由度全部被限制的定位称为 __ 定位。-|||-2、定位元件所限制的自由度与其 __ 一、__ 、、__ 和__ 有关。-|||-3、零件的加工质量包括 __ 和__ 两个方面。-|||-4、在机械加工时, __ -__ 、__ 和__ 就构成了一个完整的系统,称-|||-之为工艺系统。-|||-5、加工原理误差是指采用了 __ 或__ 的进行加工而产生的误差。-|||-6、机床主轴回转轴线的运动误差可以分解为 __ .__ 和__ 三-|||-种基本形式。-|||-7、机械产品的生产过程是有 __ 和__ 所组成。-|||-8、产品的装配精度,一般包括 __ ,__ 和 __-|||-二、是非题(每题1分,共10分)-|||-1、机械加工中,不完全定位是允许的,而欠定位则不允许。 ()-|||-2、机床的热变形造成的零件加工误差属于随机性误差。 ()-|||-3、毛坯误差造成的工件加工误差属于变值系统性误差。 ()-|||-4、加工零件时,合理选择切削液,可以有效地减少表面粗糙度值。 ()-|||-5、喷丸加工,工件表面产生拉应力。 ()-|||-6、磨削淬火钢时,影响工件金相组织变化的主要因素是磨削热, ()-|||-7、所有金属表面的精加工均可采用磨削加工方法得到。 ()-|||-8、误差复映系数E的大小主要取决于加工次数的多少。 ()-|||-9、加工长轴外圆时,因刀具磨损产生的工件形状误差属于变值系统性误差。 ()-|||-10、常值系统性误差不会影响工件加工后的分布曲线形状,只会影响它的位置。 ()x x 11.984 11.974 0.005 (z)=0.4772 Q 0.5 F (z) =0.5-0.4772=2.28% ⏺ ⏺ 4)改进措施(1 分) 重新调整机床,使分散中心 x 与公差带中心 M 重合,则可减小不合格品率。 ⏺ ⏺ 整量 (11.974 11.9705)mm 0.0035mm (具体操作时,使砂轮向前进到 / 2 的磨削深可) ⏺ ⏺ 一、填空题(每空1分,共20分)-|||-1、工件的六个自由度全部被限制的定位称为 __ 定位。-|||-2、定位元件所限制的自由度与其 __ 一、__ 、、__ 和__ 有关。-|||-3、零件的加工质量包括 __ 和__ 两个方面。-|||-4、在机械加工时, __ -__ 、__ 和__ 就构成了一个完整的系统,称-|||-之为工艺系统。-|||-5、加工原理误差是指采用了 __ 或__ 的进行加工而产生的误差。-|||-6、机床主轴回转轴线的运动误差可以分解为 __ .__ 和__ 三-|||-种基本形式。-|||-7、机械产品的生产过程是有 __ 和__ 所组成。-|||-8、产品的装配精度,一般包括 __ ,__ 和 __-|||-二、是非题(每题1分,共10分)-|||-1、机械加工中,不完全定位是允许的,而欠定位则不允许。 ()-|||-2、机床的热变形造成的零件加工误差属于随机性误差。 ()-|||-3、毛坯误差造成的工件加工误差属于变值系统性误差。 ()-|||-4、加工零件时,合理选择切削液,可以有效地减少表面粗糙度值。 ()-|||-5、喷丸加工,工件表面产生拉应力。 ()-|||-6、磨削淬火钢时,影响工件金相组织变化的主要因素是磨削热, ()-|||-7、所有金属表面的精加工均可采用磨削加工方法得到。 ()-|||-8、误差复映系数E的大小主要取决于加工次数的多少。 ()-|||-9、加工长轴外圆时,因刀具磨损产生的工件形状误差属于变值系统性误差。 ()-|||-10、常值系统性误差不会影响工件加工后的分布曲线形状,只会影响它的位置。 ()机械加工中,不完全定位是允许的,而欠定位则不允许。 ( √ ) 机床的热变形造成的零件加工误差属于随机性误差。 ( × ) 毛坯误差造成的工件加工误差属于变值系统性误差。 ( × ) 磨削淬火钢时,影响工件金相组织变化的主要因素是磨削热。 ( × ) 加工长轴外圆时,因刀具磨损产生的工件形状误差属于常值系统性误差。 ( × ) 采用合适的切削液是消除积屑瘤、鳞刺和减小表面粗糙度值的有效方法。 ( √ ) 喷丸加工,工件表面产生拉应力。 ( × ) 所有金属表面的精加工均可采用磨削加工方法得到。 ( × ) 。 误差复映系数 ε 的大小主要取决于加工次数的多少。 ( × ) 常值系统性误差不会影响工件加工后的分布曲线形状,只会影响它的位置。( √ ) 工件的六个自由度全部被限制的定位称为(完全定位) 定位元件所限制的自由度预期(大小)(长短)(数量)(组合)有关 零件的加工质量包括(机械加工精度)(加工表面质量) 工艺系统是由( 机床 )、( 夹具 )、( 刀具 )、( 工件 )构成的完整系统。 加工原理误差是指采用了(近似的成型运动)或(近似的切削刃轮廓)的进行加工而产生的误差 机床主轴回转轴线的运动误差分解( 径向圆跳动)、(端面圆跳动)、(倾角摆动)。 机械产品的生产过程是有(直接生产过程)和(辅助生产过程)所组成 产品的装配精度,一般包括(相互位置精度)(相对运动精度)(相互配合精度) 。 生产过程; 工艺过程;C 工艺规程;D 机械加工工艺过程 。 工步;B 工位;C 工序;D 安装 设计基准; 工艺基准;C 装配基准;D 定位测量基准 )。 一批投入生产的零件数量 生产一个零件所花费的劳动时间 零件的全年计划生产量 一个零件从投料到产出所花费的时间 ) 少; 多; 无关 孔的尺寸变大 孔的尺寸变小 孔的不圆度误差 D、孔与外圆的不同轴度误差 ) 之和 之和的倒数 倒数之和 D.倒数之和的倒数 )按实体所估算的刚度。 大于 B 等于 C 小于 D 远小于 ) 正比 反比 指数关系 对数关系 在图 1-30 中,注有粗糙度符号的表面为待加工表面,试分别确定应限制的自由度。 ⏺ 一、填空题(每空1分,共20分)-|||-1、工件的六个自由度全部被限制的定位称为 __ 定位。-|||-2、定位元件所限制的自由度与其 __ 一、__ 、、__ 和__ 有关。-|||-3、零件的加工质量包括 __ 和__ 两个方面。-|||-4、在机械加工时, __ -__ 、__ 和__ 就构成了一个完整的系统,称-|||-之为工艺系统。-|||-5、加工原理误差是指采用了 __ 或__ 的进行加工而产生的误差。-|||-6、机床主轴回转轴线的运动误差可以分解为 __ .__ 和__ 三-|||-种基本形式。-|||-7、机械产品的生产过程是有 __ 和__ 所组成。-|||-8、产品的装配精度,一般包括 __ ,__ 和 __-|||-二、是非题(每题1分,共10分)-|||-1、机械加工中,不完全定位是允许的,而欠定位则不允许。 ()-|||-2、机床的热变形造成的零件加工误差属于随机性误差。 ()-|||-3、毛坯误差造成的工件加工误差属于变值系统性误差。 ()-|||-4、加工零件时,合理选择切削液,可以有效地减少表面粗糙度值。 ()-|||-5、喷丸加工,工件表面产生拉应力。 ()-|||-6、磨削淬火钢时,影响工件金相组织变化的主要因素是磨削热, ()-|||-7、所有金属表面的精加工均可采用磨削加工方法得到。 ()-|||-8、误差复映系数E的大小主要取决于加工次数的多少。 ()-|||-9、加工长轴外圆时,因刀具磨损产生的工件形状误差属于变值系统性误差。 ()-|||-10、常值系统性误差不会影响工件加工后的分布曲线形状,只会影响它的位置。 ()一、填空题(每空1分,共20分)-|||-1、工件的六个自由度全部被限制的定位称为 __ 定位。-|||-2、定位元件所限制的自由度与其 __ 一、__ 、、__ 和__ 有关。-|||-3、零件的加工质量包括 __ 和__ 两个方面。-|||-4、在机械加工时, __ -__ 、__ 和__ 就构成了一个完整的系统,称-|||-之为工艺系统。-|||-5、加工原理误差是指采用了 __ 或__ 的进行加工而产生的误差。-|||-6、机床主轴回转轴线的运动误差可以分解为 __ .__ 和__ 三-|||-种基本形式。-|||-7、机械产品的生产过程是有 __ 和__ 所组成。-|||-8、产品的装配精度,一般包括 __ ,__ 和 __-|||-二、是非题(每题1分,共10分)-|||-1、机械加工中,不完全定位是允许的,而欠定位则不允许。 ()-|||-2、机床的热变形造成的零件加工误差属于随机性误差。 ()-|||-3、毛坯误差造成的工件加工误差属于变值系统性误差。 ()-|||-4、加工零件时,合理选择切削液,可以有效地减少表面粗糙度值。 ()-|||-5、喷丸加工,工件表面产生拉应力。 ()-|||-6、磨削淬火钢时,影响工件金相组织变化的主要因素是磨削热, ()-|||-7、所有金属表面的精加工均可采用磨削加工方法得到。 ()-|||-8、误差复映系数E的大小主要取决于加工次数的多少。 ()-|||-9、加工长轴外圆时,因刀具磨损产生的工件形状误差属于变值系统性误差。 ()-|||-10、常值系统性误差不会影响工件加工后的分布曲线形状,只会影响它的位置。 ()答:应限制的自由度说明: :应限制 5 个自由度: X、Y、Z 的移动自由度,X、Y 的转动自由度。 X、Y、Z 的移动自由度,X、Y、Z 的转动自由度。 X、Y、Z 的移动自由度,X、Y、Z 的转动自由度。 X、Y 的移动自由度; X、Y、Z 的转动自由度。 在车床上加工圆盘件的端面时,有时会出现圆锥面(中凸或中凹)或端面凸轮似的形状(如螺旋面)试从 机床几何误差的影响分析造成题 6 图所示的端面几何形状误差的原因是什么? 所示端面中凹或中凸的主要原因是横进给刀驾导轨与主轴回转轴线不垂直,或横导轨在 水平面的不直度引起的。 产生图(b)所示端面凸轮状的主要原因是主轴的轴向窜动,或横导轨在水平面的不直度。 如右图所示,在外圆磨床上加工工件,当 n1=2n2 时,若只考虑主轴回转误差的影响,试分析在图中给定 的两种情况下,磨削后工件的外圆应是什么形状?为什么? ⏺
⏺
⏺
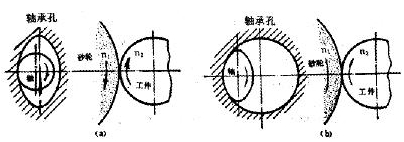
解:图(a),由于主轴(砂轮轴)轴颈是圆的,加工后的工件形状必然也是圆的。磨外圆时,工件对砂轮
的径向压力方向是一定的,总是把砂轮轴颈推向主轴轴承固定的承载区上。主轴运转中是轴颈圆周上的各
点与轴承上的固定承载区连续接触。因此,主轴的径向跳动只取决于轴颈的圆度,与轴承的圆度无关。
图(b),由于砂轮轴颈不圆,必然引起主轴的径向跳动,加工后的工件产生圆度误差,其形状与主
轴相对于工件的转速有关。
当 n1=2n2 时,由于砂轮主轴转速快,主轴径跳的频率高,且直接反映到被加工工件的外圆,加工后
的工件形状为多角形(右图)。
若 n1=n2 时,加工后工件的形状类似主轴颈的椭圆形。
加工外圆、内孔与平面时,机床传动链误差对加工精度是否有影响?在怎样的加工场合下,才须着重考虑
机床传动链误差对加工精度的影响?传动元件的误差传递系数,其物理意义是什么?
解:加工外圆内孔与平面是,机床传动链误差对加工精度没有影响。只有在加工时要求成型运动之间有一
⏺
⏺
定的速比关系时(如加工螺纹、齿轮等成型表面)才须着重考虑机床传动链误差对加工精度的影响。
第 j 个传动元件的误差传递系数为 Kj=1/ijn=Wn/Wj。它反映第 j 个传动元件的转角误差对传动链误
差的影响程度,其数值为该传动元件至未端元件之间的总传动比
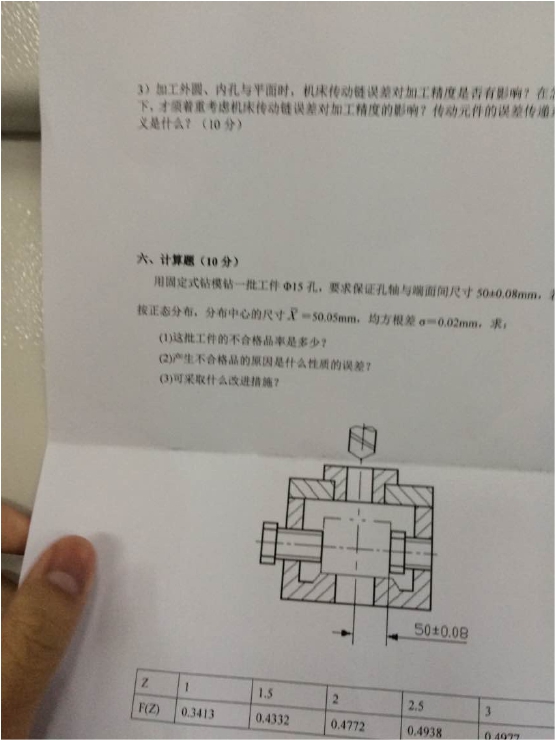
用固定式钻模钻一批工件 Φ15 孔,要求保证孔轴与端面间尺寸 50±0.08mm,若工序尺
寸按正态分布,分布中心的尺寸 X=50.05mm,均方根差 σ=0.02mm,求
(1)这批工件的废品率是多少? (2)产生废品的原因是什么性质的误差? (3)可采取什么改进措施
⏺
⏺
解:(1)
x2-x
σ
=
50 .08-50 .05
0.02
=1.
⏺
⏺
查表 F2=0.4332
⏺
⏺
废品率
F2=0.5-F2=0.5-0.4332=0.0668
⏺
⏺
⏺
(2)产生废品的原因在于常值性误差
C= x x 50.05 50 0.05
(3)将钻套中心位置朝向孔轴与端面间尺寸减小的方向调整 0.05
⏺
⏺
在无心磨床上磨削销轴外圆,要求外径
0.016
,抽样一批零件,经实测后计算得到
⏺
x
=11.974, =0.005mm,其尺寸分布符合正态分布,试分析该工序的加工质量。(其中,
⏺
⏺
z
x x
,z=2.5 时,F(z)=0.4938;z=2 时,F(z)=0.4772)(8 分)
⏺
⏺
解:1)根据所计算的 x 及 6 作分布图(2 分)
⏺
⏺
⏺
2)计算工序能力系数
CP :(2 分)
⏺
⏺
T
6
0.016 (0.043)
6 * 0.005
0.9 1
⏺
⏺
工序能力系数
CP <1 表明该工序能力不足,产生不合格率是不可避免的。
⏺
⏺
3)计算不合格率
Q
(3 分) 工件要求最小尺寸
dmin 11.957mm ,最大尺寸 dmax 11.984mm 。
⏺
⏺
工件可能出现的极限尺寸为
A. min X 3 (11.974 0.015)mm 11.959mm dmin ,故不会产生不可B. 修复的废品。
C. ⏺
D. ⏺
E.
F. ⏺
G. max X 3 (11.974 0.015)mm 11.989mm dmax
将产生可修复的不合格品。
故
⏺
⏺
不合格品率
Q 0.5 F (z)
⏺
⏺
 x x 11.984 11.974
x x 11.984 11.974 0.005
(z)=0.4772
Q 0.5 F (z) =0.5-0.4772=2.28%
⏺
⏺
4)改进措施(1 分) 重新调整机床,使分散中心
x
与公差带中心
M
重合,则可减小不合格品率。
⏺
⏺
整量
(11.974 11.9705)mm 0.0035mm (具体操作时,使砂轮向前进到 / 2 的磨削深可)
⏺
⏺
 机械加工中,不完全定位是允许的,而欠定位则不允许。 ( √ )
机械加工中,不完全定位是允许的,而欠定位则不允许。 ( √ )机床的热变形造成的零件加工误差属于随机性误差。 ( × )
毛坯误差造成的工件加工误差属于变值系统性误差。 ( × )
磨削淬火钢时,影响工件金相组织变化的主要因素是磨削热。 ( × )
加工长轴外圆时,因刀具磨损产生的工件形状误差属于常值系统性误差。 ( × )
采用合适的切削液是消除积屑瘤、鳞刺和减小表面粗糙度值的有效方法。 ( √ )
喷丸加工,工件表面产生拉应力。 ( × )
所有金属表面的精加工均可采用磨削加工方法得到。 ( × )
。
误差复映系数 ε 的大小主要取决于加工次数的多少。 ( × )
常值系统性误差不会影响工件加工后的分布曲线形状,只会影响它的位置。( √ )
工件的六个自由度全部被限制的定位称为(完全定位)
定位元件所限制的自由度预期(大小)(长短)(数量)(组合)有关
零件的加工质量包括(机械加工精度)(加工表面质量)
工艺系统是由( 机床 )、( 夹具 )、( 刀具 )、( 工件 )构成的完整系统。
加工原理误差是指采用了(近似的成型运动)或(近似的切削刃轮廓)的进行加工而产生的误差
机床主轴回转轴线的运动误差分解( 径向圆跳动)、(端面圆跳动)、(倾角摆动)。
机械产品的生产过程是有(直接生产过程)和(辅助生产过程)所组成
产品的装配精度,一般包括(相互位置精度)(相对运动精度)(相互配合精度)
。
生产过程;
工艺过程;C 工艺规程;D 机械加工工艺过程
。
工步;B 工位;C 工序;D 安装
设计基准;
工艺基准;C 装配基准;D 定位测量基准
)。
一批投入生产的零件数量
生产一个零件所花费的劳动时间
零件的全年计划生产量
一个零件从投料到产出所花费的时间
)
少;
多;
无关
孔的尺寸变大
孔的尺寸变小
孔的不圆度误差 D、孔与外圆的不同轴度误差
)
之和
之和的倒数
倒数之和 D.倒数之和的倒数
)按实体所估算的刚度。
大于 B 等于 C 小于 D 远小于
)
正比
反比
指数关系
对数关系
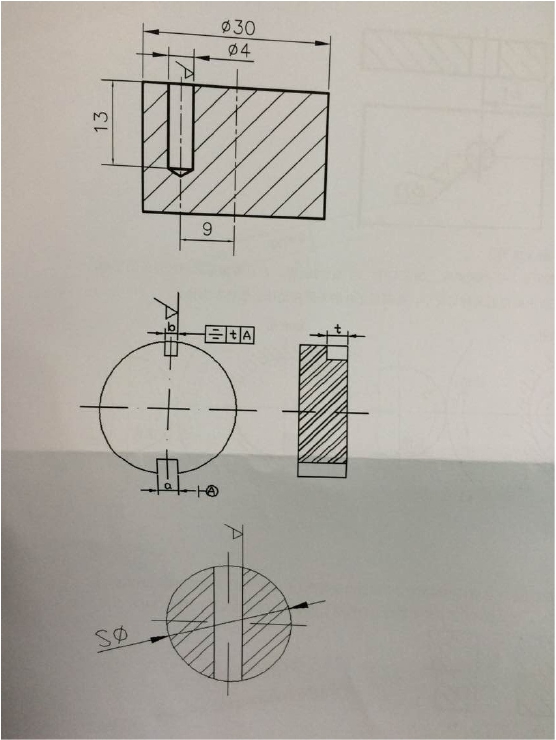
在图 1-30 中,注有粗糙度符号的表面为待加工表面,试分别确定应限制的自由度。
⏺
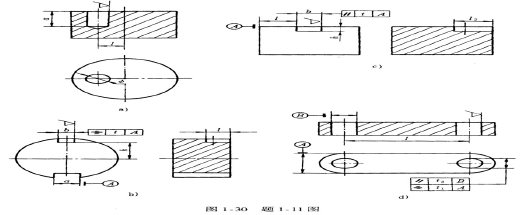
 答:应限制的自由度说明:
答:应限制的自由度说明::应限制 5 个自由度: X、Y、Z 的移动自由度,X、Y 的转动自由度。
X、Y、Z 的移动自由度,X、Y、Z 的转动自由度。
X、Y、Z 的移动自由度,X、Y、Z 的转动自由度。
X、Y 的移动自由度; X、Y、Z 的转动自由度。
在车床上加工圆盘件的端面时,有时会出现圆锥面(中凸或中凹)或端面凸轮似的形状(如螺旋面)试从
机床几何误差的影响分析造成题 6 图所示的端面几何形状误差的原因是什么?
所示端面中凹或中凸的主要原因是横进给刀驾导轨与主轴回转轴线不垂直,或横导轨在
水平面的不直度引起的。
产生图(b)所示端面凸轮状的主要原因是主轴的轴向窜动,或横导轨在水平面的不直度。
如右图所示,在外圆磨床上加工工件,当 n1=2n2 时,若只考虑主轴回转误差的影响,试分析在图中给定
的两种情况下,磨削后工件的外圆应是什么形状?为什么?
⏺
题目解答
答案
在图 1-30 中,注有粗糙度符号的表面为待加工表面,试分别确定应限制的自由度。