题目
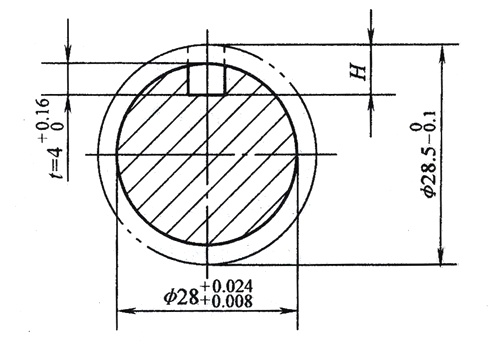
图6-52为齿轮轴截面图,要求保证轴径尺寸Φ28 -0.024-|||-0.008和键槽深28 -0.024-|||-0.008。其工艺过程为: ① 车外圆至Φ28 -0.024-|||-0.008;② 铣键槽深至H;③热处理;④磨外圆至尺寸Φ28 -0.024-|||-0.008。试求工序尺寸H及其极限偏差。(要求画出尺寸链图、指出封闭环、增环和减环)28 -0.024-|||-0.008
图6-52为齿轮轴截面图,要求保证轴径尺寸Φ 和键槽深
和键槽深 。其工艺过程为: ① 车外圆至Φ
。其工艺过程为: ① 车外圆至Φ ;② 铣键槽深至H;③热处理;④磨外圆至尺寸Φ
;② 铣键槽深至H;③热处理;④磨外圆至尺寸Φ 。试求工序尺寸H及其极限偏差。
。试求工序尺寸H及其极限偏差。
(要求画出尺寸链图、指出封闭环、增环和减环)
题目解答
答案
答案:1)建立工艺尺寸链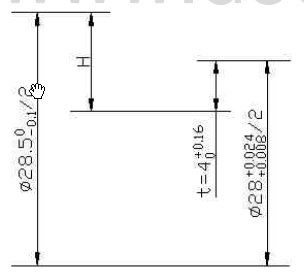
2)指出增环、减环和封闭环(注:以下是竖式计算法表格,增环上下偏差照写,减环上下偏差对调、变号)
⏺
环 | 基本尺寸 | 上偏差 | 下偏差 | |
减环 | -14.25 | 0.05 | ||
增环 | 14 | 0.012 | 0.004 | |
增环 | H | 4.25 | 0.098 | -0.004 |
封闭环 | t | 4 | 0.16 |

⏺
解析
步骤 1:建立工艺尺寸链
根据题目要求,轴径尺寸为Φ28+0.024+0.008,键槽深为t=4^+0.16 mm。工艺过程包括车外圆至Φ${28.5}^{0}-0.10mm$,铣键槽深至H,热处理,磨外圆至尺寸Φ28+0.024-0.008mm。因此,需要建立一个尺寸链来确定工序尺寸H及其极限偏差。
步骤 2:确定尺寸链中的增环、减环和封闭环
根据工艺过程,可以确定尺寸链中的增环、减环和封闭环。增环是指尺寸链中尺寸增加的环,减环是指尺寸链中尺寸减少的环,封闭环是指尺寸链中最终确定的尺寸。
步骤 3:计算工序尺寸H及其极限偏差
根据尺寸链中的增环、减环和封闭环,可以计算出工序尺寸H及其极限偏差。具体计算方法如下:
1. 确定增环和减环的尺寸和极限偏差。
2. 根据封闭环的尺寸和极限偏差,计算出工序尺寸H及其极限偏差。
根据题目要求,轴径尺寸为Φ28+0.024+0.008,键槽深为t=4^+0.16 mm。工艺过程包括车外圆至Φ${28.5}^{0}-0.10mm$,铣键槽深至H,热处理,磨外圆至尺寸Φ28+0.024-0.008mm。因此,需要建立一个尺寸链来确定工序尺寸H及其极限偏差。
步骤 2:确定尺寸链中的增环、减环和封闭环
根据工艺过程,可以确定尺寸链中的增环、减环和封闭环。增环是指尺寸链中尺寸增加的环,减环是指尺寸链中尺寸减少的环,封闭环是指尺寸链中最终确定的尺寸。
步骤 3:计算工序尺寸H及其极限偏差
根据尺寸链中的增环、减环和封闭环,可以计算出工序尺寸H及其极限偏差。具体计算方法如下:
1. 确定增环和减环的尺寸和极限偏差。
2. 根据封闭环的尺寸和极限偏差,计算出工序尺寸H及其极限偏差。