学习-----好资料《机械制造技术基础》部分习题参考解答第五章 工艺规程设计5-1 什么是工艺过程?什么是工艺规程?答:工艺过程——零件进行加工的过程叫工艺过程;工艺规程——记录合理工艺过程有关内容的文件叫工艺规程,工艺规程是依据科学理论、总结技术人员的实践经验制定出来的。5-2 试简述工艺规程的设计原则、设计内容及设计步骤。5-3 拟定工艺路线需完成哪些工作?5-4 试简述粗、精基准的选择原则,为什么同一尺长方向上粗基准通常只允许用一次?答:粗、精基准的选择原则详见教材P212-214。粗基准通常只允许用一次的原因是:粗基准一般是毛面,第一次作为基准加工的表面,第二次再作基准势必会产生不必要的误差。5-5 加工习题5-5图所示零件,其粗、精基准应如何选择(标有符号的为加工面,其余为非加工面)?习题5-5图a)、b)、c)所示零件要求内外圆同轴,端面与孔轴线垂直,非加工面与加工面间尽可能保持壁厚均匀;习题5-5图d)所示零件毛坯孔已铸出,要求孔加工余量尽可能均匀。 习题5-5图更多精品文档.学习-----好资料解:按题目要求,粗、精基准选择如下图所示。 5-6 为什么机械加工过程一般都要划分为若干阶段进行?答:机械加工过程一般要划分为粗加工阶段、半精加工阶段、精加工阶段和光整加工阶段。其目的是保证零件加工质[1]量,有利于及早发现毛坯缺陷并得到及时处理,有利于合理使用机床设备。5-7 试简述按工序集中原则、工序分散原则组织工艺过程的工艺特征,各用于什么场合?5-8 什么是加工余量、工序余量和总余量?答:加工余量——毛坯上留作加工用的材料层;工序余量——上道工序和本工序尺寸的差值;总余量——某一表面毛坯与零件设计尺寸之间的差值。5-9 试分析影响工序余量的因素,为什么在计算本工序加工余量时必须考虑本工序装夹误差和上工序制造公差的影响?5-10 习题5-10图所示尺寸链中(图中A、B、C、D是封闭环),哪些组成环是0000增环?那些组成环是减环?更多精品文档.学习-----好资料 图习题5-10 是增环,其余均为减环。, AA, A, A解:如图a),A是封闭环,A, A, 8174205是减环。粉,A是封闭环,AA是增环,A如图b),可以分解为两个尺寸链,蓝色,3201 B是减环。,B是增环,,色:B是封闭环,BB41230是减环;粉色:C是封闭环,CC是增环,如图c),可以分解为两个尺寸链,蓝色,201 是减环。D是增环,DD是封闭环,D,3102试分析比较用极值法解尺寸链计算公式与用统计法解尺寸链计算公式的异同。5-11合格。100%:极值法尺寸链计算公式:考虑误差的最大、最小值,计算结果保证答优点是计算方法简单,直观。所以,在已知封闭环公差时,求得的组成环公差较小。缺 点对组成环公差要求严,制造困难,加工成本较高。而用统计法尺寸链计算公式:考虑误差的实际分布情况,按照概率统计原理进行求。优点是当已知封闭环公差时,求得99.73%)解,其计算结果可以保证设定的合格率( 的组成环公差较大,降低了加工精度要求,生产成本较低。缺点是有少量不合格品。 (注意此题改动较大,先前答案有误!)5-12为车削工序简图,习题5-12图b 习题5-12图a为一轴套零件图,习题5-12所规定的位图5-12a图c给出了钻孔工序三种不同定位方案的工序简图,要求保证习题的尺寸及公差。为表AA与、mm10置尺寸(±0.1)的要求。试分别计算工序尺寸A321 有关的轴向尺寸。A、、A达清晰起见,图中只标出了与计算工序尺寸A312 更多精品文档.学习-----好资料 5-12图习题解: :定位基准与设计基准重合,方案一0.1mm ± A=10 1 :尺寸链如左:方案二 为减环。A为增环,A封闭环为A,420=0.05 TT=0.2,A=8+10=18;420=0.15T=T-T420=0.05 ES+EIES-EI;所以ES=由于ES=420240=-0.1+ES=-ES;所以EIEI由于EI=EI4220400.0518Amm 所以,0.12 方案三:尺寸链如左: A为减环。A为增环,A,封闭环为A,4530=38-8-10=20A. 3=0.2-0.05-0.1=0.05 B. TT-T-由于T=∑T;T=50034i ES=0-(-0.05)-0.1=0.05;EI=ES-EI--由于ES=ES-EIEI;所以03534450 ;ES-EI=-0.1-0-(-0.1)=0ES-=EIES-ES;所以=EI-EI由于05340453020Amm 所以,0.053 C. H30.100 更多精品文档. D. 学习-----好资料 E. H4)磨外圆至尺寸及其极限偏差。 处理;mm280.008t=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1 F. 习题5-13图 G. 图,求解尺寸链如b)图所示,其中H。 4 , tA14.2514 , A0.05120.0040A和H为增环,A为减环。 12T0.16, T0.05, T0.08; 2t1TTT0.160.050.0080.102 由于可以得到,Hitt=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1习题5-13图尺寸链HA,所以,H由于=4.25SESESEI0.160.012(0.05)0.098EIESESES ,所以由于12Ht12tHEIEIEIESEIEIEIES00.00400.004 ,所以由于1H2t1t2H0.0984.25Hmm,验证:T所以:=0.102H0.004A、021A及其极限偏差。 3 更多精品文档.学习-----好资料 t=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1A两尺寸有关,25A5A24 5420.35040.130A m。=0.4+(-0.3)=0.1T=0.4-0.3=0.1,ES,EI=0,所以:22202=0.3-0.1=0.2 T,,则A=25和A、A两尺寸有关,其中A为封闭环A3353150.225A ES=-0.1+0.3=0.2,EI=0-0=0, 所以:3303t=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1t=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1O它以Oa是磨端面A工位,图5-15 习题5-15图是终磨十字轴端面的工序草图。11z形块上限制自由VO以O轴外圆面靠在平面支承上,限制自由度轴外圆支承在长、22 , yx,工位,要求保证图示工序是磨端面B转动,要求保证工序尺寸度C。图bx和, y0mm24.98d 及其极限偏差。C,试求工序尺寸尺寸。已知轴径t=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1 0.02t=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1t=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1图习题5-15 更多精品文档.学习-----好资料 t=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1;A为b)图加工的OO解:如上图尺寸链,12.49A21110.0110.05图加工得到的外形高度的一半,b)A为;称度对尺寸C的影响,取一半,0A3020;直接影响对称度,工序尺寸C由于对称度为加工要求保证的位置公差,53.98A0.01753 ,则有:A为封闭环故取2=66.47mm +AAC=A+公称尺寸:312=0.0175,T=0.01 T=0.05 公差:T321=0.05-0.01-0.0175=0.0225T-T-TΣT=T;所以,T=由于,32ic10=0.05+(-0.01)+(-0.0175)=0.0225 EIEI+;所以EIES=ES+=由于ESES-EI-32C3C112 ;+ES=0+0+0=0+ESES-;所以EI=EIES-=由于EIEI311C322C0.022566.47C 所以:0什么是生产成本、工艺成本?什么是可变费用、不变费用?在市场经济条件5-16下,如何正确运用经济分析方法合理选择工艺方案? p242。答:生产成本、工艺成本、可变费用、不变费用定义详见教材在市场经济条件下,产品的竞争除了功能、质量之外,就是价格的竞争,相同功能 质量的产品,价格低才有较大的竞争能力,所以应想方设法降低生产成本及工艺成本。降低工艺成本的主要方法是增加生产批量,减少基本时间和辅助时间,减少准备终 结时间,提高生产效率。试分析成组工艺的科学内涵和推广应用成组工艺的重要意义。5-17JLBM-1 5-18 应用 零件特征矩阵。 更多精品文档.学习-----好资料 t=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1图习题5-18试述用派生法进行计算机辅助工艺规程设计的方法步骤。5-19绘制车床尾座部件5-20图所示车床尾座装配关系的基础上,5-20 在认真分析习题 的装配工艺系统图,标准件编号自定。什么是完全互换装配法?什么是统计互换装配法?试分析其异同,各适用于5-21什么场合?答:完全互换装配法——采用极值法计算尺寸链,装配时各组成环不需要挑选或修 配,就能达到装配精度要求的装配方法。 适用于大批大量或成批生产中装配组成环较少、装配精度要求不高的机器结构。统计互换装配法——采用统计法计算尺寸链,装配时各组成环不需要挑选或修配, 就能保证绝大部分能够达到装配精度要求的装配方法。 适用于大批大量或成批生产中装配那些精度要求较高且组成环较多的机器结构。 两种方法相同点:装配方法相同,装配时不需要修配,拿来就装。不同之处:完全互换法对组成环公差要求较严,制造困难,加工成本高,装配合格 但会出现少量不合格品。率很高;统计互换法对组成环公差要求较不高,加工成本较低,00.208080mmmm,孔径尺寸为由于轴孔配合,若轴径尺寸为,设轴径5-22 00.10与孔径的尺寸均按正态分布,且尺寸分布中心与公差带中心重合,试用完全互换法和统 计互换法分别计算轴孔配合间隙尺寸及其极限偏差。t=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1A80,解:尺寸链如上图所示,其中AA为轴的直径,为孔的直径210.1201 为所求间隙,为封闭环。A0 ,按极值法求解:A=000.30A 。=0.3mm,=0-0=0ES-=EI=0.2-(-0.1)=0.3EI-=ESES;EI;所以,mmT010201200 更多精品文档.学习-----好资料按概率法求解: t=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1T)(AT0.1(T(A 则201m0.1/2(0.20)(ESEI)/2 ;=0;由于;e2])/A[eT(i111i0iii1i(ESEI)/2(0(0.1))/20.050.1(0.05)0.15 ;所以,212220EST(A)/20.150.2236/20.2618mm 000EIT(A)/20.150.2236/20.0382mm0mm,概率法得到的封闭环公差小于极值法计算得到的公差。 所以:0.03820A、A的极限偏差。 312t=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1t=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1图习题5-24 5-23习题图 ;mmAA=A--A=40-36-4=0;由于 30210.10(2)计算封闭环公差:T=0.25-0.1=0.15。 0(3)确定各组成环的公差:首先按等公差法初步确定各组成环公差,T=T/3=0.15/3=0.05mm,考虑到A3容易加工,取A3为协调环, 0iavr1和A2在同一尺寸间隔,取IT9级精度,T1=T2=0.062mm,T=0.15-0.062-0.062=0.026mm. 3 更多精品文档.学习-----好资料(4)确定各组成环极限偏差:3636h9A0.06221S=ES-EI-EI,所以:EI=ES-EI-ES=0.031-(-0.062)-0.25=-0.157 01122303I=EI-ES-ES,所以:ES=EI-ES-EI=-0.031-0-0.1=-0.131 032112300.131mm0.1573(5)校核封闭环的极限尺寸:=A-A-A=40.031-(36-0.062)-(4-0.157)=0.25 3min1max0max2min=A-A-A=(40-0.031)-36-(4-0.131)=0.1 3max0min2max1min符合要求。与其他各有关尺寸的基本尺寸和极限偏差。更多精品文档.学习-----好资料 t=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1更多精品文档.学习-----好资料=0.3~0.5mm的0000,(标准件)(标准件)间隙。已知:A2=,mm40A42Amm,A158 mm0.2510.250.08230.0450.090.050。如采用固定调整法装配,mm5BA38mm, mm, AA23mm, 2500.03640500试确定固定调整环的分组数和分组尺寸。t=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1习题5-25图5-26 对习题5-26图所示各零件的工艺性进行评价,指出其存在的问题,并提出改进意见。 更多精品文档.学习-----好资料习题5-26图解:具体问题和改进办法如下图所示。 t=4+0.16-|||-, ì-|||-e-|||-∞-|||-++ --|||-8S-|||-`-|||-H-|||-.5-0.1更多精品文档.
学习-----好资料
《机械制造技术基础》部分习题参考解答
第五章 工艺规程设计
5-1 什么是工艺过程?什么是工艺规程?
答:工艺过程——零件进行加工的过程叫工艺过程;
工艺规程——记录合理工艺过程有关内容的文件叫工艺规程,工艺规程是依据科学理论、总结技术人员的实践经验制定出来的。
5-2 试简述工艺规程的设计原则、设计内容及设计步骤。
5-3 拟定工艺路线需完成哪些工作?
5-4 试简述粗、精基准的选择原则,为什么同一尺长方向上粗基准通常只允许用一次?
答:粗、精基准的选择原则详见教材P212-214。
粗基准通常只允许用一次的原因是:粗基准一般是毛面,第一次作为基准加工的表面,第二次再作基准势必会产生不必要的误差。
5-5 加工习题5-5图所示零件,其粗、精基准应如何选择(标有符号的为加工面,其余为非加工面)?习题5-5图a)、b)、c)所示零件要求内外圆同轴,端面与孔轴线垂直,非加工面与加工面间尽可能保持壁厚均匀;习题5-5图d)所示零件毛坯孔已铸出,要求孔加工余量尽可能均匀。
习题5-5图
更多精品文档.
学习-----好资料
解:按题目要求,粗、精基准选择如下图所示。
5-6 为什么机械加工过程一般都要划分为若干阶段进行?
答:机械加工过程一般要划分为粗加工阶段、半精加工阶段、精加工阶段和光整加工阶段。其目的是保证零件加工质[1]量,有利于及早发现毛坯缺陷并得到及时处理,有利于合理使用机床设备。
5-7 试简述按工序集中原则、工序分散原则组织工艺过程的工艺特征,各用于什么场合?
5-8 什么是加工余量、工序余量和总余量?
答:加工余量——毛坯上留作加工用的材料层;
工序余量——上道工序和本工序尺寸的差值;
总余量——某一表面毛坯与零件设计尺寸之间的差值。
5-9 试分析影响工序余量的因素,为什么在计算本工序加工余量时必须考虑本工序装夹误差和上工序制造公差的影响?
5-10 习题5-10图所示尺寸链中(图中A、B、C、D是封闭环),哪些组成环是0000增环?那些组成环是减环?
更多精品文档.
学习-----好资料
图习题5-10 是增环,其余均为减环。, AA, A, A解:如图a),A是封闭环,A, A, 8174205是减环。粉,A是封闭环,AA是增环,A如图b),可以分解为两个尺寸链,蓝色,3201 B是减环。,B是增环,,色:B是封闭环,BB41230是减环;粉色:C是封闭环,CC是增环,如图c),可以分解为两个尺寸链,蓝色,201 是减环。D是增环,DD是封闭环,D,3102
试分析比较用极值法解尺寸链计算公式与用统计法解尺寸链计算公式的异同。5-11
合格。100%:极值法尺寸链计算公式:考虑误差的最大、最小值,计算结果保证答优点是计算方法简单,直观。所以,在已知封闭环公差时,求得的组成环公差较小。缺 点对组成环公差要求严,制造困难,加工成本较高。而用统计法尺寸链计算公式:考虑误差的实际分布情况,按照概率统计原理进行求。优点是当已知封闭环公差时,求得99.73%)解,其计算结果可以保证设定的合格率( 的组成环公差较大,降低了加工精度要求,生产成本较低。缺点是有少量不合格品。 (注意此题改动较大,先前答案有误!)
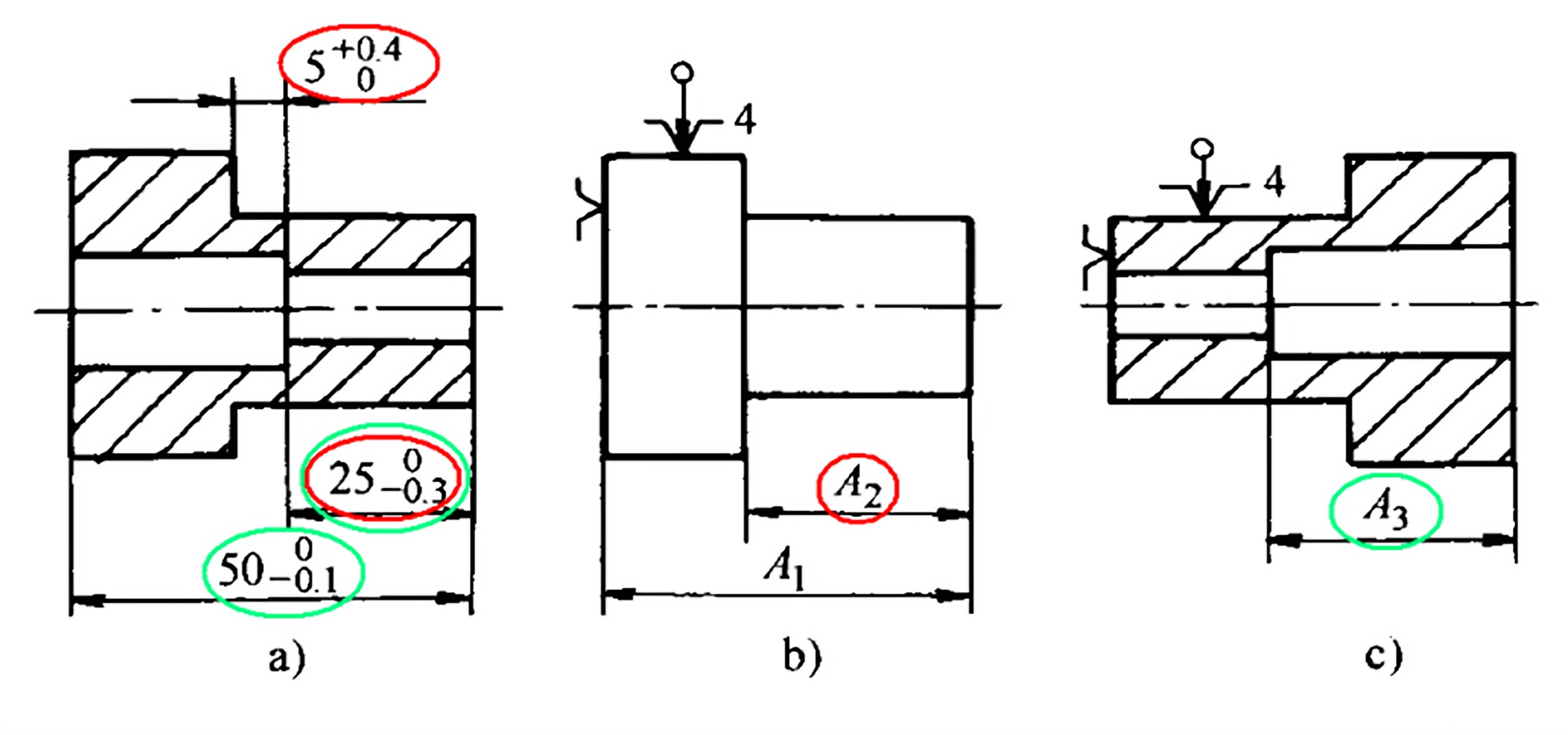
5-12为车削工序简图,习题5-12图b 习题5-12图a为一轴套零件图,习题5-12所规定的位图5-12a图c给出了钻孔工序三种不同定位方案的工序简图,要求保证习题的尺寸及公差。为表AA与、mm10置尺寸(±0.1)的要求。试分别计算工序尺寸A321 有关的轴向尺寸。A、、A达清晰起见,图中只标出了与计算工序尺寸A312 更多精品文档.
学习-----好资料
5-12图习题
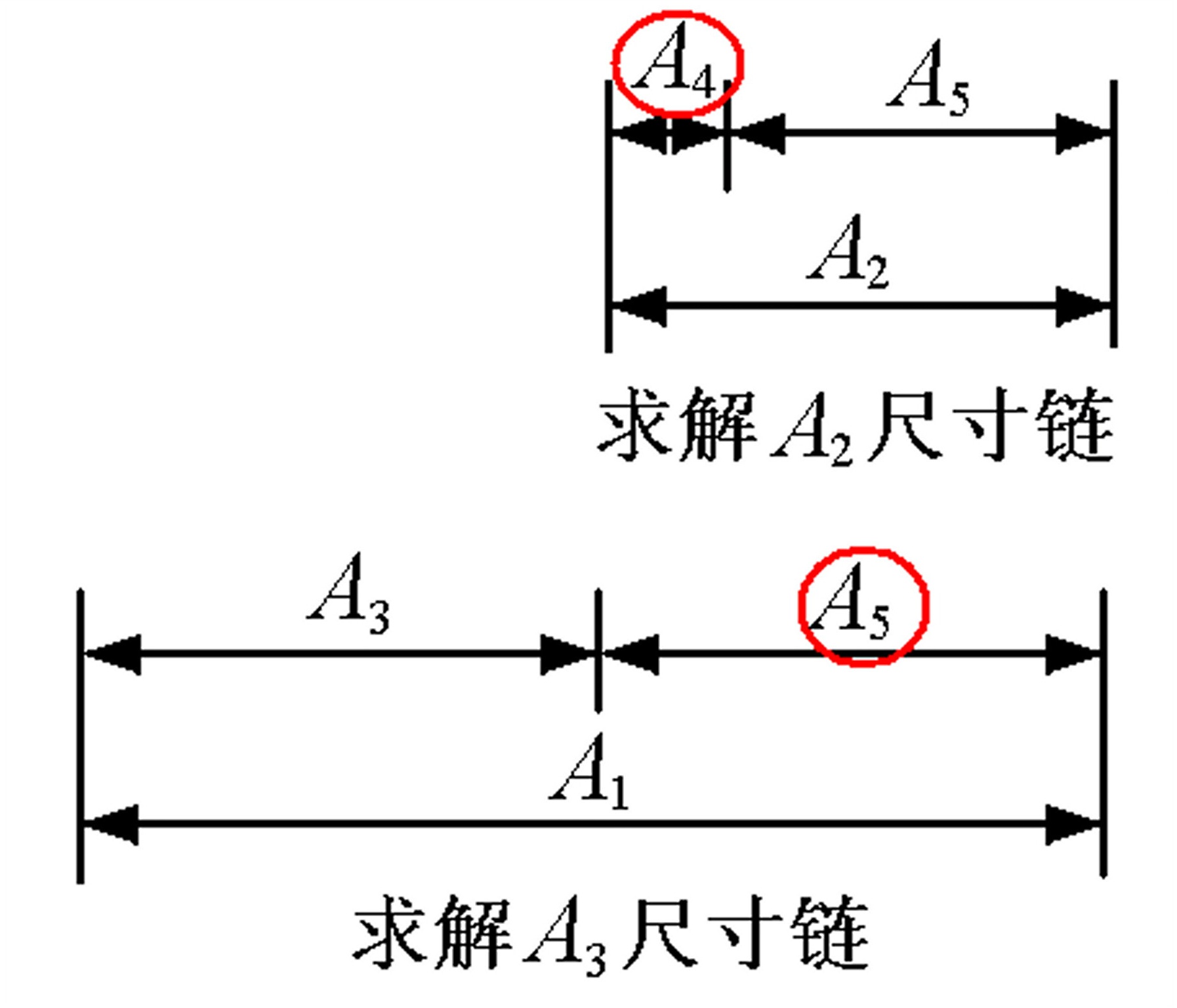
解: :定位基准与设计基准重合,方案一0.1mm ± A=10 1 :尺寸链如左:方案二 为减环。A为增环,A封闭环为A,420=0.05 TT=0.2,A=8+10=18;420=0.15
T=T-T420=0.05 ES+EIES-EI;所以ES=由于ES=420240=-0.1
+ES=-ES;所以EIEI由于EI=EI4220400.0518Amm 所以,0.12 方案三:尺寸链如左: A为减环。A为增环,A,封闭环为A,4530=38-8-10=20
A. 3=0.2-0.05-0.1=0.05B. TT-T-由于T=∑T;T=50034i ES=0-(-0.05)-0.1=0.05;EI=ES-EI--由于ES=ES-EIEI;所以03534450 ;ES-EI=-0.1-0-(-0.1)=0ES-=EIES-ES;所以=EI-EI由于05340453020Amm 所以,0.053
C. H30.100 更多精品文档.
D. 学习-----好资料
E. H4)磨外圆至尺寸及其极限偏差。 处理;mm280.008
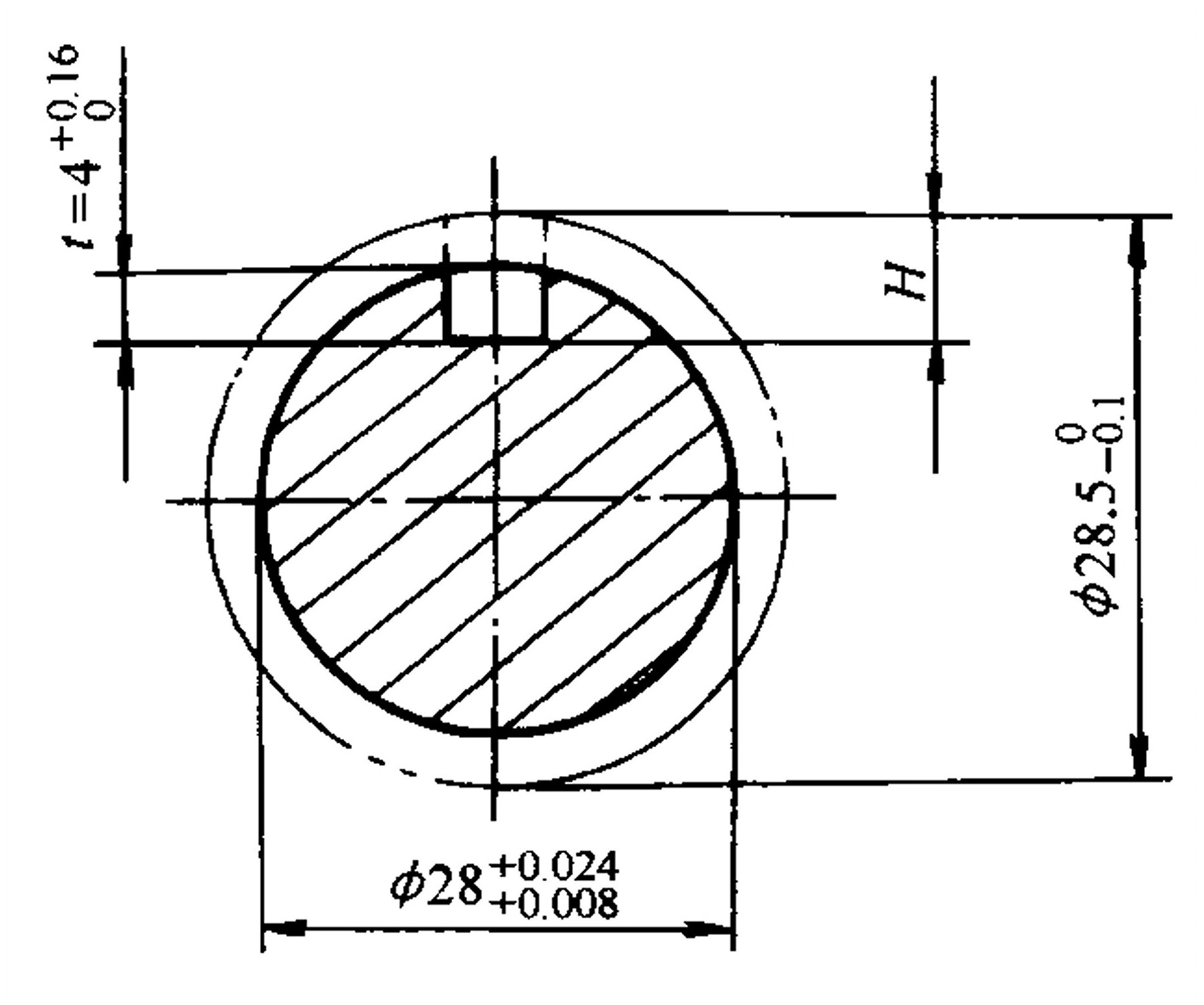
F. 习题5-13图
G. 图,求解尺寸链如b)图所示,其中
H。 4 , tA14.2514 , A0.05120.0040A和H为增环,A为减环。 12T0.16, T0.05, T0.08; 2t1TTT0.160.050.0080.102 由于可以得到,Hit
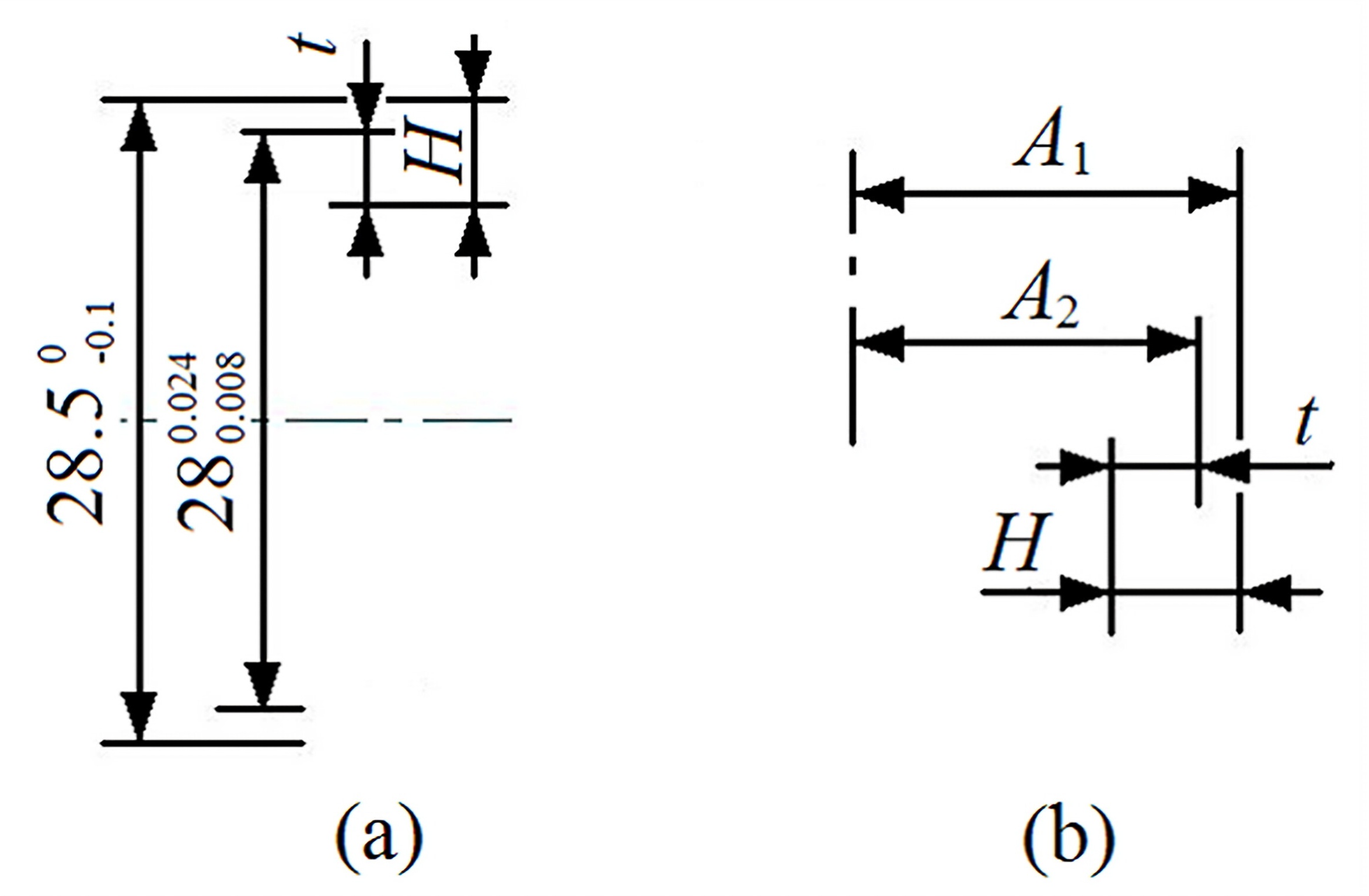
习题5-13图尺寸链
HA,所以,H由于=4.25
SESESEI0.160.012(0.05)0.098EIESESES ,所以由于12Ht12tHEIEIEIESEIEIEIES00.00400.004 ,所以由于1H2t1t2H0.0984.25Hmm,验证:T所以:=0.102
H0.004
A、021A及其极限偏差。 3 更多精品文档.
学习-----好资料
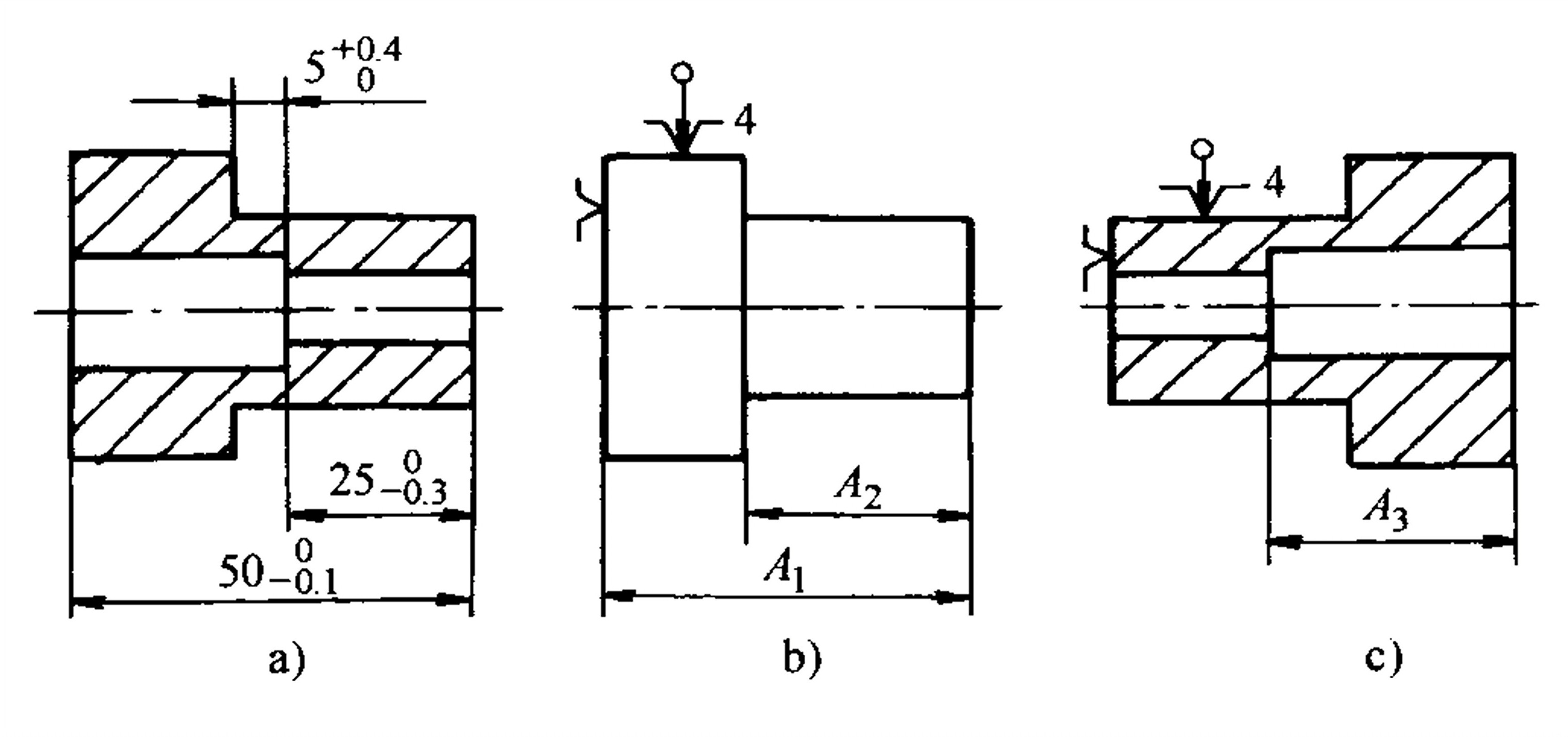
A两尺寸有关,25A5A24 5420.35040.130A m。=0.4+(-0.3)=0.1T=0.4-0.3=0.1,ES,EI=0,所以:22202=0.3-0.1=0.2 T,,则A=25和A、A两尺寸有关,其中A为封闭环A3353150.225A ES=-0.1+0.3=0.2,EI=0-0=0, 所以:3303
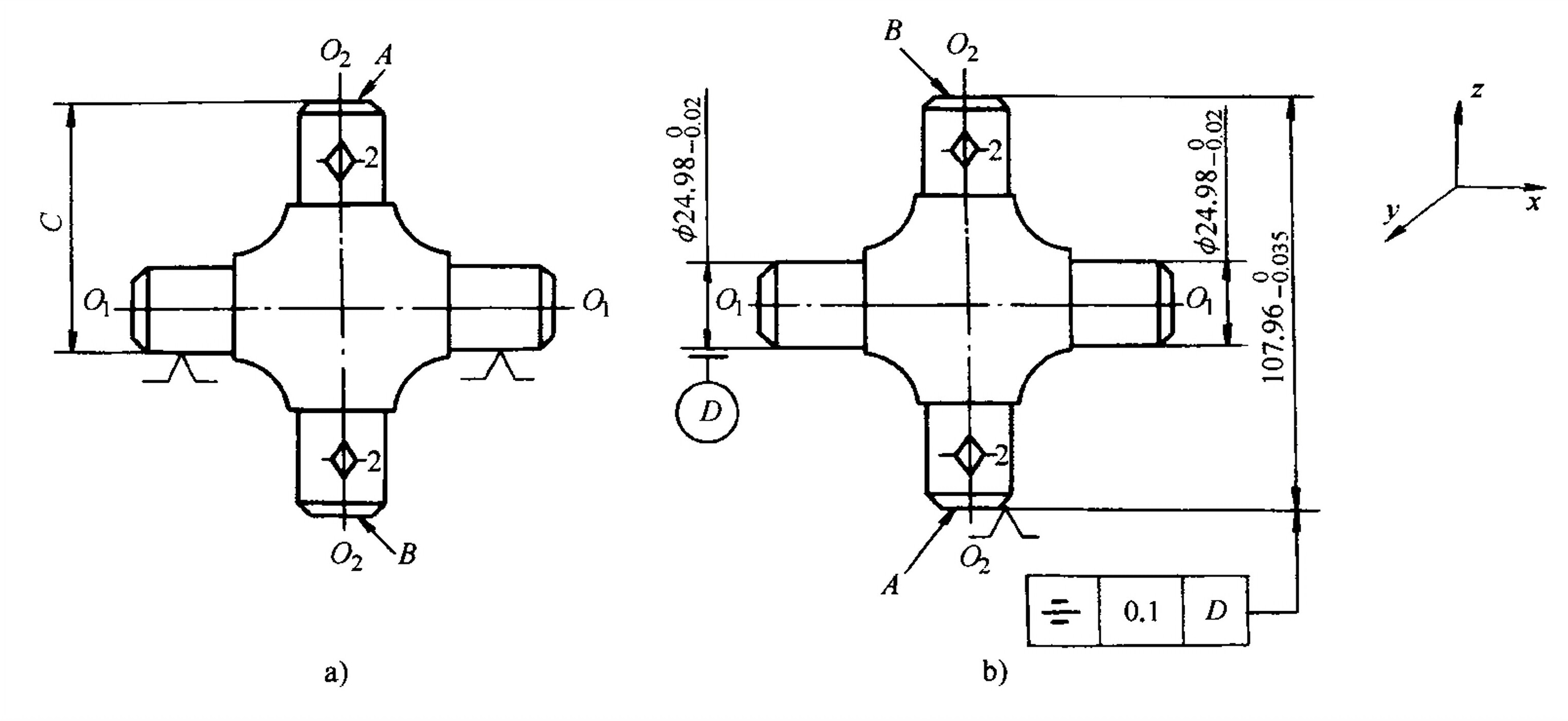
O它以Oa是磨端面A工位,图5-15 习题5-15图是终磨十字轴端面的工序草图。11z形块上限制自由VO以O轴外圆面靠在平面支承上,限制自由度轴外圆支承在长、22 , yx,工位,要求保证图示工序是磨端面B转动,要求保证工序尺寸度C。图bx和, y0mm24.98d 及其极限偏差。C,试求工序尺寸尺寸。已知轴径
 0.02
0.02
图习题5-15 更多精品文档.
学习-----好资料
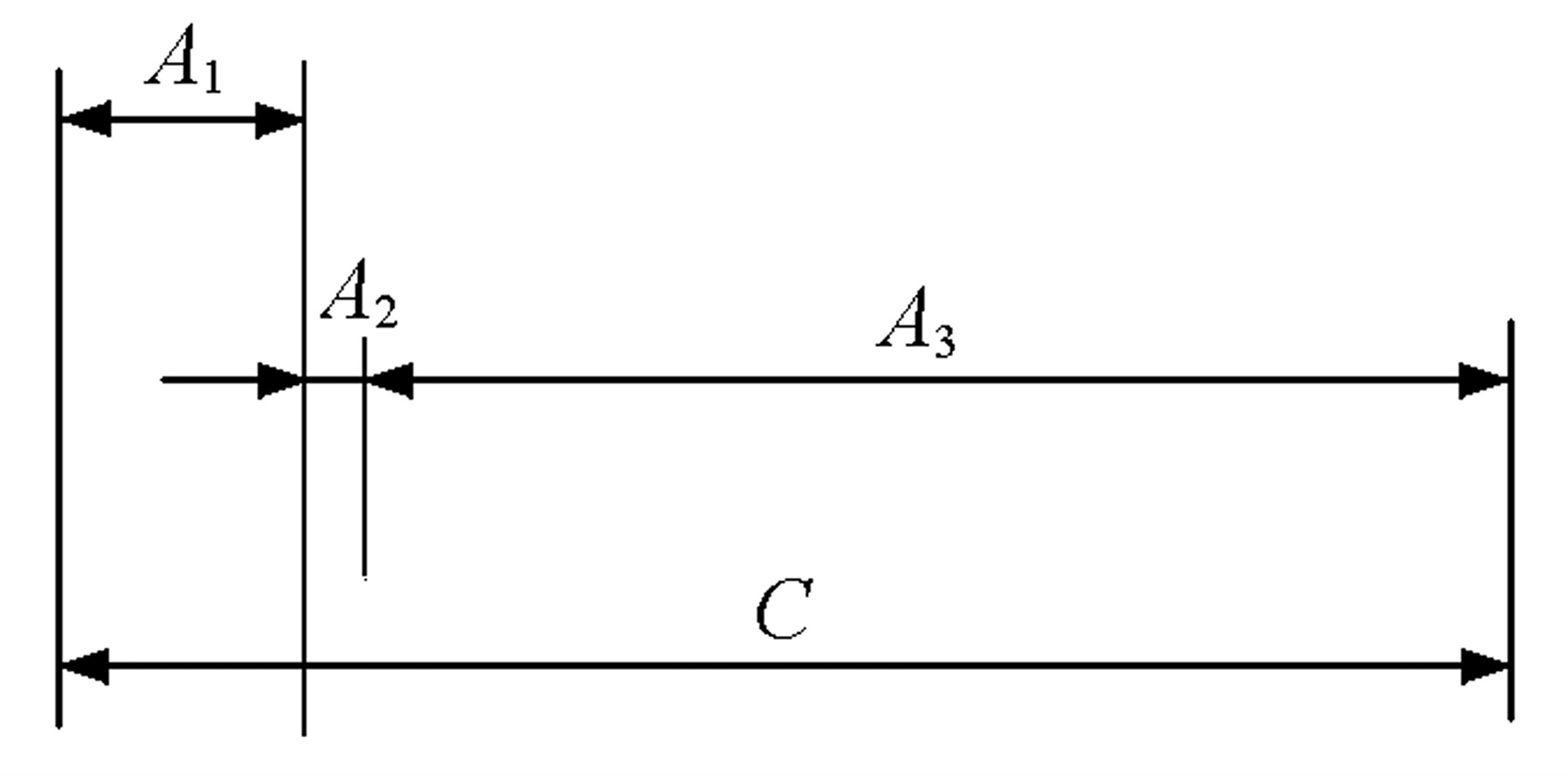
;A为b)图加工的OO解:如上图尺寸链,12.49A21110.0110.05图加工得到的外形高度的一半,b)A为;称度对尺寸C的影响,取一半,0A3020;直接影响对称度,工序尺寸C由于对称度为加工要求保证的位置公差,53.98A0.01753 ,则有:A为封闭环故取2=66.47mm +AAC=A+公称尺寸:312=0.0175,
T=0.01 T=0.05 公差:T321=0.05-0.01-0.0175=0.0225
T-T-TΣT=T;所以,T=由于,32ic10=0.05+(-0.01)+(-0.0175)=0.0225 EIEI+;所以EIES=ES+=由于ESES-EI-32C3C112 ;+ES=0+0+0=0+ESES-;所以EI=EIES-=由于EIEI311C322C0.022566.47C 所以:0
什么是生产成本、工艺成本?什么是可变费用、不变费用?在市场经济条件5-16
下,如何正确运用经济分析方法合理选择工艺方案? p242。答:生产成本、工艺成本、可变费用、不变费用定义详见教材在市场经济条件下,产品的竞争除了功能、质量之外,就是价格的竞争,相同功能 质量的产品,价格低才有较大的竞争能力,所以应想方设法降低生产成本及工艺成本。降低工艺成本的主要方法是增加生产批量,减少基本时间和辅助时间,减少准备终 结时间,提高生产效率。
试分析成组工艺的科学内涵和推广应用成组工艺的重要意义。5-17
JLBM-1 5-18 应用 零件特征矩阵。 更多精品文档.
学习-----好资料
图习题5-18
试述用派生法进行计算机辅助工艺规程设计的方法步骤。5-19
绘制车床尾座部件5-20图所示车床尾座装配关系的基础上,5-20 在认真分析习题 的装配工艺系统图,标准件编号自定。什么是完全互换装配法?什么是统计互换装配法?试分析其异同,各适用于5-21
什么场合?答:完全互换装配法——采用极值法计算尺寸链,装配时各组成环不需要挑选或修 配,就能达到装配精度要求的装配方法。 适用于大批大量或成批生产中装配组成环较少、装配精度要求不高的机器结构。统计互换装配法——采用统计法计算尺寸链,装配时各组成环不需要挑选或修配, 就能保证绝大部分能够达到装配精度要求的装配方法。 适用于大批大量或成批生产中装配那些精度要求较高且组成环较多的机器结构。 两种方法相同点:装配方法相同,装配时不需要修配,拿来就装。不同之处:完全互换法对组成环公差要求较严,制造困难,加工成本高,装配合格 但会出现少量不合格品。率很高;统计互换法对组成环公差要求较不高,加工成本较低,
00.208080mmmm,孔径尺寸为由于轴孔配合,若轴径尺寸为,设轴径5-22 00.10与孔径的尺寸均按正态分布,且尺寸分布中心与公差带中心重合,试用完全互换法和统 计互换法分别计算轴孔配合间隙尺寸及其极限偏差。
A80,解:尺寸链如上图所示,其中AA为轴的直径,为孔的直径210.1201 为所求间隙,为封闭环。A0 ,按极值法求解:A=000.30A 。=0.3mm,=0-0=0ES-=EI=0.2-(-0.1)=0.3EI-=ESES;EI;所以,mmT010201200 更多精品文档.
学习-----好资料
按概率法求解:
T)(AT0.1(T(A 则201m0.1/2(0.20)(ESEI)/2 ;=0;由于;e2])/A[eT(i111i0iii1i(ESEI)/2(0(0.1))/20.050.1(0.05)0.15 ;所以,212220EST(A)/20.150.2236/20.2618mm 000EIT(A)/20.150.2236/20.0382mm
0mm,概率法得到的封闭环公差小于极值法计算得到的公差。 所以:0.03820
A、A的极限偏差。 312
图习题5-24 5-23习题图
;mmAA=A--A=40-36-4=0;由于 30210.10(2)计算封闭环公差:T=0.25-0.1=0.15。 0
(3)确定各组成环的公差:首先按等公差法初步确定各组成环公差,
T=T/3=0.15/3=0.05mm,考虑到A3容易加工,取A3为协调环, 0iavr
1和A2在同一尺寸间隔,取IT9级精度,T1=T2=0.062mm,
T=0.15-0.062-0.062=0.026mm. 3 更多精品文档.
学习-----好资料
(4)确定各组成环极限偏差:
3636h9A0.06221
S=ES-EI-EI,所以:EI=ES-EI-ES=0.031-(-0.062)-0.25=-0.157 01122303
I=EI-ES-ES,所以:ES=EI-ES-EI=-0.031-0-0.1=-0.131 03211230
0.131mm
0.1573
(5)校核封闭环的极限尺寸:
=A-A-A=40.031-(36-0.062)-(4-0.157)=0.25 3min1max0max2min
=A-A-A=(40-0.031)-36-(4-0.131)=0.1 3max0min2max1min符合要求。
与其他各有关尺寸的基本尺寸和极限偏差。
更多精品文档.
学习-----好资料
更多精品文档.
学习-----好资料
=0.3~0.5mm的0000,(标准件)(标准件)间隙。已知:A2=,mm40A42Amm,A158 mm0.2510.250.08230.0450.090.050。如采用固定调整法装配,mm5BA38mm, mm, AA23mm, 2500.03640500试确定固定调整环
的分组数和分组尺寸。
习题5-25图
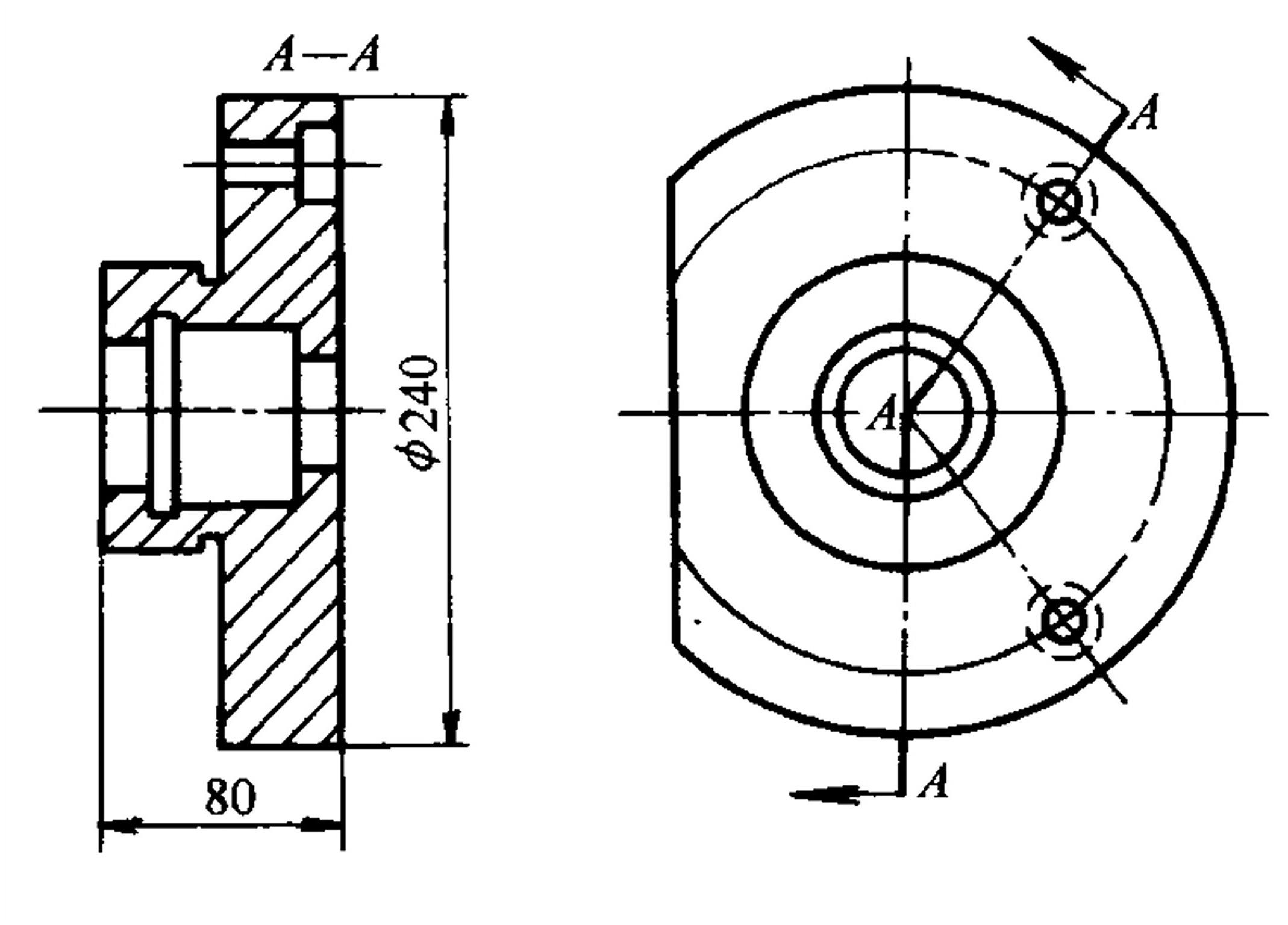
5-26 对习题5-26图所示各零件的工艺性进行评价,指出其存在的问题,并提出改进意见。
更多精品文档.
学习-----好资料
习题5-26图
解:具体问题和改进办法如下图所示。
更多精品文档.
题目解答
答案
5-13 t 为封闭环 5-14 A 为封闭环 4 A 为封闭环 5 5-15 A 为封闭环 2 5-16 5-21 5-22 为所求间隙,为封闭环。 A 0 按极值法求 按概率法求 5-23 5-26